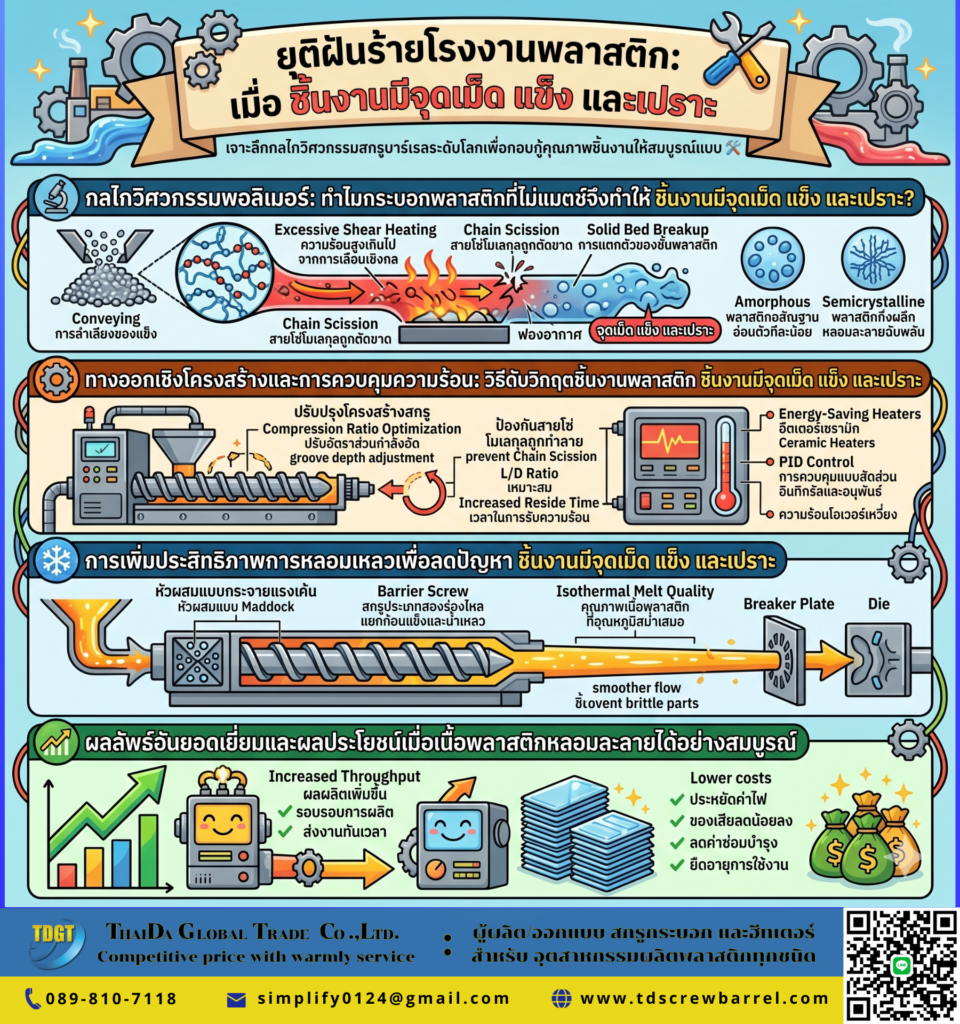
🔬 กลไกวิศวกรรมพอลิเมอร์: ทำไมกระบอกพลาสติกที่ไม่แมตช์จึงทำให้ ชิ้นงานมีจุดเม็ด แข็ง และเปราะ?
การที่โรงงานของลูกค้าเจอสภาวะ ชิ้นงานมีจุดเม็ด แข็ง และเปราะ สามารถอธิบายได้อย่างชัดเจนด้วยหลักการเคลื่อนที่ของของแข็ง (Solids Conveying) และการส่งผ่านความร้อนภายในร่องสกรูครับ พลาสติกแต่ละชนิดมีคุณสมบัติทางความร้อนและพฤติกรรมการไหลที่แตกต่างกันอย่างสิ้นเชิงครับ พลาสติกอสัณฐาน (Amorphous Polymers) จะค่อยๆ อ่อนตัวเมื่ออุณหภูมิสูงขึ้น ในขณะที่พลาสติกกึ่งผลึก (Semicrystalline Polymers) จะเปลี่ยนสถานะเป็นของเหลวอย่างรวดเร็วเมื่อถึงจุดหลอมเหลว
ดังนั้น หากโครงสร้างของสกรูในโซนป้อน (Feed Zone) หรือโซนลดขนาดร่องสกรู (Transition Zone) มีความลึกและสัดส่วนที่ไม่เหมาะสมกับพลาสติก จะทำให้น้ำพลาสติกหลอมละลายได้ช้ากว่าปกติมากครับ ส่งผลให้สภาวะการหลอมเหลวขาดความเสถียร (Insufficient Melting Capacity) และเกิดการแตกตัวของชั้นพลาสติกอย่างไม่เป็นระบบ (Solid Bed Breakup) ซึ่งอากาศและก้อนพลาสติกที่ยังไม่ละลายจะหลุดรอดเข้าไปอุดกั้นในโซนมิเตอริ่ง (Metering Zone) และเมื่อเม็ดพลาสติกที่ไม่ละลายเหล่านี้หลุดเข้าไปในชิ้นงาน ก็จะทำให้ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ ในที่สุดครับ
นอกจากนี้ เมื่อกระบวนการกลายเป็นน้ำพลาสติกเหลวทำได้ช้า มอเตอร์ขับเคลื่อนสกรูจึงต้องใช้แรงบิด (Torque) และพละกำลังมหาศาลเพื่อหมุนบดพลาสติกเกรดพรีเมียมของลูกค้า ส่งผลให้เกิดความร้อนสูงเกินไปจากการเฉือนเชิงกล (Excessive Shear Heating) ความร้อนส่วนเกินนี้จะเข้าไปทำลายโครงสร้างทางเคมีของพอลิเมอร์ ส่งผลให้สายโซ่โมเลกุลถูกตัดขาด (Chain Scission) และนี่คือคำตอบเชิงวิชาการว่าทำไมการเลือกโครงสร้างเครื่องจักรที่ไม่สอดคล้อง จึงกลายเป็นวงจรที่ทำให้โรงงานของลูกค้าต้องเผชิญกับสภาวะ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ และสร้างภาระของเสียสะสมอย่างต่อเนื่องนั่นเองครับ
⚙️ ทางออกเชิงโครงสร้างและการควบคุมความร้อน: วิธีดับวิกฤตชิ้นงานพลาสติก ชิ้นงานมีจุดเม็ด แข็ง และเปราะ
ในการขจัดปัญหาจากการที่โรงงานเจอสภาวะ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ ให้หมดไปจากกระบวนการผลิตอย่างสิ้นเชิง โรงงานพลาสติกจำเป็นต้องพึ่งพาการออกแบบสัดส่วนสกรูและการจัดการระบบทำความร้อน (Heater) ที่ถูกต้องตามหลักวิศวกรรมระดับสากลครับ การปรับปรุงระบบควบคุมความร้อนควบคู่ไปกับการปรับโปรไฟล์สกรู จะช่วยยกระดับให้เครื่องจักรเก่าของลูกค้ากลับมาทำงานได้อย่างทรงประสิทธิภาพสูงสุดครับ
แนวทางการแก้ไขและปรับปรุงทางวิศวกรรมระดับโลก มีดังนี้ครับลูกค้า:
1. การปรับปรุงความลึกร่องสกรูและอัตราส่วนกำลังอัด (Compression Ratio Optimization)
โรงงานพลาสติกจะต้องปรับเปลี่ยนสัดส่วนความลึกร่องสกรูในแต่ละโซนให้สัมพันธ์กับความหนืด (Melt Index) ของพลาสติกที่ใช้งานจริงครับ การเพิ่มสัดส่วนความยาวของสกรู (L/D Ratio) ให้เหมาะสมจะช่วยเพิ่มพื้นที่ผิวและเวลาในการรับความร้อน (Residence Time) ทำให้พลาสติกหลอมเหลวได้อย่างสมบูรณ์แบบโดยไม่ต้องพึ่งพาการเร่งรอบหมุนของมอเตอร์มากเกินไป ช่วยลดภาระแรงบิดและป้องกันสายโซ่โมเลกุลพลาสติกถูกทำลายจากความร้อนสะสมได้อย่างตรงจุด ช่วยหยุดปัญหากวนใจเมื่อ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ ได้อย่างยั่งยืนครับ
2. การเลือกใช้ระบบฮีตเตอร์ประหยัดพลังงานและการควบคุมแบบสัดส่วน (Energy-Saving Heaters & PID Control)
นอกจากเรื่องของตัวสกรูแล้ว การเลือกใช้ปลอกฮีตเตอร์ประสิทธิภาพสูง เช่น ฮีตเตอร์เซรามิก (Ceramic Heaters) ที่มีความสามารถในการแผ่รังสีความร้อนและกักเก็บพลังงานได้ดี จะช่วยลดการสูญเสียความร้อนออกสู่อากาศภายนอกได้อย่างดีเยี่ยมครับ ร่วมกับการใช้ระบบควบคุมอุณหภูมิแบบสัดส่วนอินทิกรัลและอนุพันธ์ (PID Control) ซึ่งจะช่วยให้อุณหภูมิในแต่ละโซนมีความเที่ยงตรงแม่นยำ ไม่เกิดสภาวะความร้อนโอเวอร์เหวี่ยง (Temperature Fluctuations) ช่วยควบคุมให้น้ำพลาสติกมีความร้อนสม่ำเสมอเท่ากันทั่วทั้งกระบอก สยบปัญหาชิ้นงานไม่ได้คุณภาพได้อย่างถาวรครับ
❄️ การเพิ่มประสิทธิภาพการหลอมเหลวเพื่อลดปัญหา ชิ้นงานมีจุดเม็ดแข็ง และเปราะ
นอกเหนือจากการปรับแต่งสัดส่วนหลักแล้ว ยังระบุถึงความสำคัญของการเลือกใช้เทคโนโลยีหัวผสม (Mixing Elements) เพื่อช่วยคลายปัญหาความหนืดส่วนเกินและเนื้อพลาสติกไม่เข้ากันครับ การติดตั้งหัวผสมแบบกระจายแรงเค้น (Dispersive Mixing) ยอดนิยมอย่าง Maddock Mixing Section หรือขยับไปใช้สกรูประเภทสองร่องไหลอย่าง Barrier Screw จะสามารถแยกก้อนแข็งและน้ำเหลวออกจากกันได้อย่างเด็ดขาด ส่งผลให้ลดแรงต้านทานการไหลและบดบี้เจลแข็งในกระบอกได้อย่างมีนัยสำคัญครับ
นอกจากนี้ เมื่อกระบวนการสร้างเนื้อพลาสติกหลอมเหลวมีความสมบูรณ์ มวลน้ำพลาสติกที่ส่งผ่านไปยัง Breaker Plate และหัวได (Die) จะมีความหนืดที่สม่ำเสมอเป็นเนื้อเดียวกัน (Isothermal Melt Quality) ภาระแรงต้านทานสะสมที่เคยดันกลับมาทำให้โมเลกุลพลาสติกเสียหายจะลดฮวบลงในทันที ป้องกันความเสี่ยงเรื่องชิ้นงานพลาสติกเปราะหัก และช่วยให้กระบวนการผลิตชิ้นงานพลาสติกของคุณไหลลื่น ไร้อาการ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ มาคอยขัดจังหวะครับ
📈 ผลลัพธ์อันยอดเยี่ยมและผลประโยชน์เมื่อเนื้อพลาสติกหลอมละลายได้อย่างสมบูรณ์
เมื่อสภาวะกวนใจจากการที่โรงงานเจอสภาวะ ชิ้นงานมีจุดเม็ดแข็ง และเปราะ ถูกแก้ไขอย่างเสร็จสรรพด้วยการออกแบบและคำนวณสัดส่วนวิศวกรรมที่แม่นยำ โรงงานฉีดพลาสติกของลูกค้าจะสามารถเดินหน้าสายการผลิตได้อย่างราบรื่นและต่อเนื่องยาวนานครับ ตามผลการวิเคราะห์ในเอกสาร เครื่องจักรจะสามารถปั๊มผลผลิตชิ้นงานออกมาได้อย่างรวดเร็วทันใจ (Increased Throughput) ช่วยลดเวลารอบการผลิตลงได้อย่างมหาศาล ทำให้โรงงานของลูกค้าส่งมอบงานได้ตามกำหนดเวลาอย่างแม่นยำครับ
นอกจากนี้ การที่น้ำพลาสติกหลอมละลายได้อย่างสมบูรณ์และมีความสม่ำเสมอด้วยแรงบิดที่พอดี จะส่งผลให้กระแสไฟฟ้าที่มอเตอร์และฮีตเตอร์ดึงไปใช้งานลดลงอย่างเห็นได้ชัด ช่วยประหยัดค่าไฟและลดต้นทุนการผลิตลงได้อย่างน่าทึ่งครับ ยิ่งไปกว่านั้น การลำเลียงพลาสติกที่ไหลลื่นยังช่วยลดภาระงานและถนอมอายุการใช้งานของมอเตอร์ เกรียบาร์เรล และกระบอกพลาสติกให้สึกหรอช้าลง ช่วยลดโอกาสการเกิดของเสียในระบบ และลดค่าใช้จ่ายในการซ่อมบำรุงได้อย่างคุ้มค่าต่อการลงทุนที่สุดครับลูกค้า