โรงงานพลาสติกกำลังปวดหัวกับวิกฤต ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว ใช่ไหมครับ? มาร่วมเจาะลึกทางออกวิศวกรรมสกรูกระบอกสูบระดับโลกเพื่อกู้ยอดผลิตและผลกำไรกันครับ!
ลูกค้าหลายท่านในอุตสาหกรรมการผลิตพลาสติก กำลังติดกับดักความเสียหายแฝงที่น่ากลัวมาก ๆ ในสายการผลิตอยู่ใช่ไหมครับ? สัญญาณเตือนภัยที่เด่นชัดที่สุดคือการที่โรงงานของลูกค้ามีใบสั่งซื้อจากยอดออเดอร์หลั่งไหลเข้ามาอย่างมหาศาล ยอดขายควรจะพุ่งทะยานอย่างงดงาม อย่างไรก็ตาม หน้างานจริงกลับพบความจริงที่น่าอึดอัดใจ เมื่อเครื่องจักรในโรงงานฉีดพลาสติกหรือเครื่องรีดพลาสติกต้องรันรอบหมุนสกรูแบบเต็มพิกัด เสียงเครื่องจักรดังกระหึ่ม ฮีตเตอร์ทำงานหนักจนล้า แต่ยอดชิ้นงานที่ไหลออกมาหน้าดายกลับดร็อปลงเรื่อย ๆ จนส่งผลให้ลูกค้าต้องเผชิญกับสถานการณ์วิกฤต ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว ยิ่งไปกว่านั้น ยิ่งลูกค้าพยายามเร่งความเร็วรอบเครื่องจักรขึ้นไปอีก อัตราการเกิดของเสีย (Scrap) และชิ้นงานที่ไม่ได้มิติสม่ำเสมอกลับยิ่งเพิ่มขึ้นเป็นเงาตามตัว ทำให้สูญเสียทั้งเม็ดพลาสติกคอมพาวด์และเวลาการเดินเครื่องไปอย่างน่าเสียดายทีเดียวครับ
นอกจากนี้ ปัญหาเหล่านั้นยังลามไปถึงความกดดันจากลูกค้าปลายทางที่คอยโทรศัพท์ตามงานด่วนอยู่ตลอดเวลา ส่งผลให้ทีมวิศวกรและฝ่ายผลิตหน้างานต้องคอยปรับตั้งค่าพารามิเตอร์อุณหภูมิแบบลองผิดลองถูก ดับไฟเฉพาะหน้าไปวัน ๆ โดยไม่สามารถหาสาเหตุจากต้นตอที่แท้จริงได้เลยครับ ในฐานะที่ปรึกษาและผู้เชี่ยวชาญด้านการออกแบบและผลิตชุดสกรูบาร์เรล (Screw Barrel) รวมถึงระบบฮีตเตอร์ระดับสากล ผมอยากเรียนชี้แจงให้ลูกค้าเกิดความสบายใจว่า ปรากฏการณ์ป้อนสารไม่ทันหรือกำลังการผลิตตกต่ำในระหว่างรันเครื่องรอบสูงนั้น สามารถอธิบายและขจัดให้สิ้นซากได้ด้วยวิทยาศาสตร์และกลศาสตร์ทางไหลของพลาสติกหลอมเหลวครับ วันนี้เราจะมาผ่าโครงสร้างทางวิศวกรรมลึกระดับคัมภีร์สากล เพื่อปลดล็อกสายการผลิตของลูกค้าให้กลับมาทำกำไรได้อย่างคุ้มค่าสูงสุดไปด้วยกันนะครับ 📊🔩
เจาะลึกต้นตอวิศวกรรมพอลิเมอร์: ทำไมลูกค้าถึงเผชิญปัญหา ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว? 📐
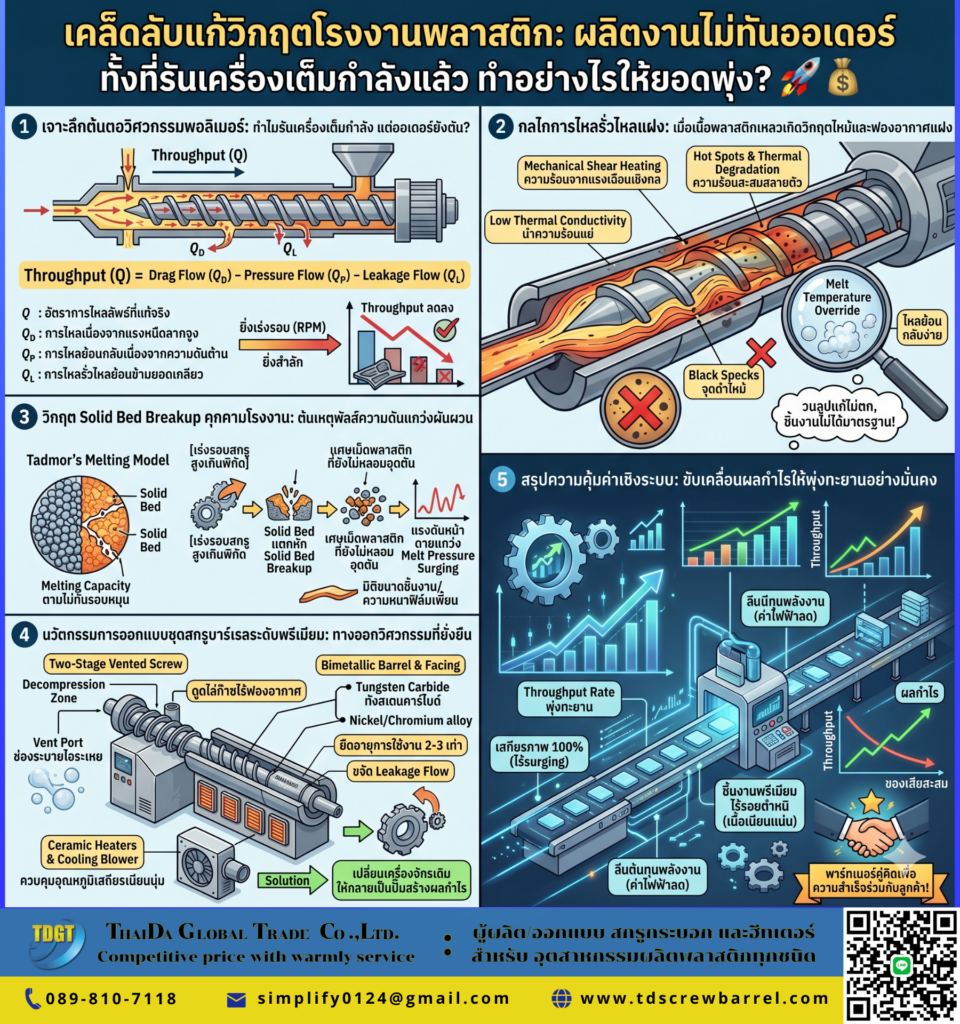
การเคลื่อนที่ของมวลพลาสติกภายในร่องเกลียวสกรูนั้นไม่ได้ขึ้นอยู่กับความเร็วรอบหมุนเพียงอย่างเดียวครับ ตามทฤษฎีกลศาสตร์การไหลสากลในคู่มือ Extrusion_Basic_merged_compressed_14.pdf ระบุเอาไว้ว่า อัตราการไหลลัพธ์หรือผลผลิตที่แท้จริงของเครื่องรีดพลาสติก (Throughput) จะเกิดจากสมดุลของพฤติกรรมการไหลหลัก ๆ 3 ส่วนด้วยกัน. พารามิเตอร์ส่วนแรกคือ “การไหลเนื่องจากแรงหนืดลากจูง” (Drag Flow) ซึ่งทำหน้าที่ขับเคลื่อนเนื้อพลาสติกให้เคลื่อนไปข้างหน้าตามรอบหมุนของสกรู. นอกจากนี้ พารามิเตอร์ส่วนที่สองคือ “การไหลย้อนกลับเนื่องจากความดันต้าน” (Pressure Flow) ซึ่งจะเกิดขึ้นเมื่อน้ำพลาสติกหลอมเหลวเคลื่อนที่ไปเจอความต้านทานบริเวณหน้าดายและชุดแผ่นกรอง (Screen Pack) ทำให้เนื้อพลาสติกบางส่วนถูกแรงดันบีบให้ไหลย้อนกลับถอยหลัง.
สมการวิเคราะห์อัตราการไหลลัพธ์ที่แท้จริงในระบบบาร์เรล:
Throughput (Q) = Drag Flow (Qd) - Pressure Flow (Qp) - Leakage Flow (Ql)
ดังนั้น เมื่อลูกค้าปรับเพิ่มความเร็วรอบสกรู (RPM) ขึ้นไปจนสุดพิกัด แรงเฉือนและแรงดันสะสมบริเวณMetering Zone จะพุ่งสูงขึ้นอย่างรวดเร็วมากครับ ความดันหน้าดาย (Diehead Pressure) ที่สูงเกินขีดจำกัดนี้ จะส่งผลเพิ่มอัตราการไหลย้อนกลับ (Pressure Flow) เข้ามาต้านทานกระแสการปั๊มเนื้อพลาสติกเอาไว้. ปรากฏการณ์นี้เองที่เป็นคำตอบทางวิศวกรรมศาสตร์ว่าทำไมโรงงานของลูกค้าจึงต้องติดหล่มกับวิกฤต ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว ยิ่งไปกว่านั้น หากพื้นผิวเกลียวสกรูหรือผนังบาร์เรลด้านในเริ่มมีอาการสึกหรอ เส้นผ่านศูนย์กลางของยอดเกลียวจะลดลง ทำให้ระยะห่าง (Flight Clearance) กว้างขึ้น ส่งผลให้เกิดพารามิเตอร์ตัวที่สามคือ “การไหลรั่วไหลย้อนข้ามยอดเกลียว” (Leakage Flow) เพิ่มขึ้นมหาศาล ทำให้อัตราการผลิตร่วงลงอย่างรวดเร็วแม้สกรูจะหมุนเร็วแค่ไหนก็ตามครับ.
กลไกการไหลรั่วไหลแฝงแฝง: เมื่ออัตรา Drag Flow ถูกทำลายจน ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว 🌡️
การที่เนื้อพลาสติกเหลวไหลวนเวียนและรั่วไหลย้อนกลับภายในกระบอกสูบ ไม่เพียงแต่ทำให้อัตราผลผลิตดร็อปลงเท่านั้นนะครับ อย่างไรก็ตาม ปัญหานี้ยังส่งผลกระทบต่อเนื่องทางเคมีที่รุนแรงมากกับตัวพอลิเมอร์อีกด้วยครับ ตามคู่มือวิชาการ Extrusion_Basic_merged_compressed_14.pdf อธิบายกลไกไว้ว่า พลาสติกหลอมเหลวที่ไหลวนเวียนสะสมอยู่ภายในร่องเกลียวจะได้รับ “ความร้อนจากแรงเฉือนเชิงกล” (Mechanical Shear Heating) อย่างมหาศาลจากการบดบี้ของสกรู. นอกจากนี้ พอลิเมอร์หลอมเหลวเป็นวัสดุที่มีคุณสมบัตินำความร้อนได้แย่มาก (Low Thermal Conductivity). มวลความร้อนที่เกิดขึ้นสะสมอยู่ภายในจึงไม่สามารถระบายออกผ่านระบบคูลลิ่งบาร์เรลได้อย่างรวดเร็วพอครับ.
- การเกิดความร้อนสะสมเฉพาะจุด (Hot Spots): อุณหภูมิน้ำพลาสติกบริเวณรากสกรูจะพุ่งสูงกว่าอุณหภูมิที่ตั้งไว้บนหน้าจอคอนโทรลเลอร์ได้มากกว่า 60-100 องศาเซลเซียสเลยครับ.
- เคมีพอลิเมอร์สลายตัว (Thermal Degradation): เมื่อเนื้อพลาสติกได้รับความร้อนสูงเกินพิกัดเป็นเวลานาน โครงสร้างโมเลกุลจะเกิดการสลายตัว (Degradation) นำพากลิ่นเหม็นไหม้และเศษถ่านถลุงจุดดำ (Black Specks) เข้ามาปนเปื้อนในชิ้นงานครับ.
ดังนั้น ปรากฏการณ์ความหนืดดร็อปลงอย่างรุนแรงเนื่องจากความร้อนเกิน (Melt Temperature Override) จะยิ่งซ้ำเติมให้แรงปั๊มเชิงกลศาสตร์เสียหายหนักขึ้นไปอีกครับ พลาสติกเหลวที่เหลวเกินไปจะไหลย้อนกลับได้ง่ายขึ้น ทำให้ลูกค้าต้องเผชิญกับปัญหาวนลูปที่แก้ไม่ตก คือการที่เครื่องจักร ผลิตไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว แถมชิ้นงานที่ผลิตออกมายังไม่ได้มาตรฐาน มีตำหนิรอยไหม้ และผิวพลาสติกขรุขระจนกลายเป็นของเสียสะสมล้นโรงงานพลาสติกแฝงอยู่ตลอดเวลาครับ.
วิกฤต Solid Bed Breakup คุกคามโรงงาน: ต้นเหตุสำคัญที่ทำให้ลูกค้า ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว 🔬
นอกจากนี้ สาเหตุทางวิศวกรรมที่สำคัญอีกประการหนึ่งที่ทำให้กำลังการผลิตของเครื่องจักรดร็อปลงในรอบสูง คือพฤติกรรมการแตกหักของชั้นเม็ดพลาสติกอัดแน่นภายในกระบอกสูบครับ ในคัมภีร์การไหลพลาสติก Extrusion_Basic_merged_compressed_14.pdf ได้อธิบายถึง “แบบจำลองการหลอมเหลวสากล” (Tadmor’s Melting Model) เอาไว้ว่า เม็ดพลาสติกที่ป้อนลงมาจากถังฮอบเปอร์จะถูกกวาดอัดแน่นรวมกันจนกลายเป็นชั้นของแข็งที่เรียกว่า “Solid Bed” เคลื่อนที่ไปในร่องเกลียว. อย่างไรก็ตาม หากโครงสร้างสกรูที่ลูกค้าใช้งานอยู่ มีสัดส่วนความลึกร่องเกลียวหรืออัตราส่วนกำลังอัด (Compression Ratio) ไม่สัมพันธ์กับเกรดวัตถุดิบ ความสามารถในการหลอมเหลว (Melting Capacity) จะตามไม่ทันความเร็วรอบของเครื่องจักรครับ.
กระบวนการเกิดวาล์วตันและเนื้อพลาสติกสำลักหน้างาน:
[เร่งรอบสกรูสูงเกินพิกัด] -> [Solid Bed แตกหักเป็นชิ้นเล็กชิ้นน้อย (Solid Bed Breakup)] -> [เศษเม็ดพลาสติกที่ยังไม่หลอมลอยข้ามไปอุดตันร่องเกลียวด้านหน้า] -> [แรงดันหน้าดายแกว่งผันผวน กำลังผลิตร่วงทันที].
ด้วยเหตุนี้ อาการที่วิศวกรโรงงานเรียกว่า “เครื่องจักรสำลัก” หรือการเกิดพัลส์ความดันแกว่งผันผวน (Melt Pressure Surging) จะเกิดขึ้นทันทีหน้างานครับ. ยอดเอาต์พุตพลาสติกหลอมจะไหลขาด ๆ หาย ๆ ไม่สม่ำเสมอ ส่งผลให้มิติขนาดชิ้นงานหรือความหนาของฟิล์มเพี้ยนไปจากสเปคอย่างรุนแรง. ปัญหานี้จึงเป็นข้อพิสูจน์เชิงวิชาการสากลว่า สกรูเดิมของลูกค้ากำลังขาดประสิทธิภาพการหลอมละลายที่ถูกต้อง ทำให้โรงงานต้องติดอยู่กับสภาวะ ผลิตไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว แม้จะเปิดฮีตเตอร์จนสุดและรันมอเตอร์ขับเคลื่อนจนโอเวอร์โหลดก็ตามครับ.
นวัตกรรมการออกแบบชุดสกรูบาร์เรลระดับพรีเมียม: ทางออกถาวรเมื่อลูกค้า ผลิตงานไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว 🚀
นอกจากนี้ เพื่อให้โรงงานของลูกค้าสามารถสลัดวิกฤตความสูญเสียเหล่านี้ และบรรลุเป้าหมายการเพิ่มกำลังการผลิตอย่างก้าวกระโดด การปรับปรุงสถาปัตยกรรมภายในชุดสกรูบาร์เรลและระบบทำความร้อนจึงเป็นทางออกวิศวกรรมที่ยั่งยืนที่สุดครับ ทีมวิศวกรผู้เชี่ยวชาญระดับสากลของเราพร้อมเข้าช่วยเหลือลูกค้าในการวิเคราะห์สเปคและคำนวณสัดส่วนเกลียวสกรูใหม่ทั้งหมดให้แมตช์สอดคล้องกับธรรมชาติของพอลิเมอร์แต่ละเกรดโดยเฉพาะ เพื่อแก้ไขปัญหา ผลิตไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว ให้หมดไปจากโรงงานพลาสติกอย่างถาวรครับ
- ออกแบบเพิ่มชุดเกลียวทลายไอระเหย (Two-Stage Vented Screw): สำหรับโรงงานพลาสติกที่เจอปัญหาก๊าซและสารระเหยความชื้นแฝงสะสม การคำนวณร่อง Decompression Zone ควบคู่กับการติดตั้งช่องระบาย (Vent Port) จะช่วยดูดไล่ก๊าซไอระเหยออกจากน้ำพลาสติกหลอมเหลวได้อย่างสมบูรณ์แบบ ชิ้นงานสะอาดใสไร้ฟองอากาศแน่นอนครับ.
- เลือกใช้วัสดุเคลือบผิวเกราะระดับพรีเมียม (Bimetallic Barrel & Facing): เพื่อปกป้องเครื่องจักรจากการสึกหรอสะสมเมื่อต้องเจอกับพลาสติกคอมพาวด์ที่มีฤทธิ์ขัดถูรุนแรง (Abrasive) การอัปเกรดมาใช้บาร์เรลซับในทังสเตนคาร์ไบด์ (Tungsten Carbide) หรือนิกเกิลโครเมียมอัลลอย จะช่วยยืดอายุการใช้งานยาวนานขึ้น 2-3 เท่า ขจัดปัญหาการไหลรั่วไหล (Leakage Flow) ได้อย่างดีเยี่ยมครับ.
อย่างไรก็ตาม สมดุลของระบบความร้อนก็มีความสำคัญไม่แพ้กันครับ การปรับปรุงมาใช้ชุดฮีตเตอร์ปลอกเซรามิก (Ceramic Heaters) หรือฮีตเตอร์หล่ออลูมิเนียมประสิทธิภาพสูงร่วมกับระบบพัดลมโบลเวอร์ระบายความร้อนที่แม่นยำ จะช่วยควบคุมอุณหภูมิน้ำพลาสติกหลอมเหลวให้เสถียรเนียนนุ่ม ไร้อาการความร้อนโอเวอร์ไรด์สะสม[cite: 1]. กลไกวิศวกรรมที่ถูกต้องเหล่านี้นี่เองที่จะช่วยเปลี่ยนเครื่องจักรเดิมของลูกค้าให้กลายเป็นปั๊มสร้างผลกำไรที่ทรงพลัง ปลดล็อกปัญหา ผลิตไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว ให้กลายเป็นยอดผลิตที่ล้นเหลือสม่ำเสมอสากลในทุก ๆ วันครับ[cite: 1].
สรุปความคุ้มค่าเชิงระบบ: ขับเคลื่อนผลกำไรให้พุ่งทะยานด้วยพาร์ทเนอร์วิศวกรรมสกรูบาร์เรลระดับพรีเมียม 🥇
นอกจากนี้ เมื่อโรงงานผลิตพลาสติกของลูกค้าได้รับการปรับปรุงโครงสร้างชุดสกรูบาร์เรล และติดตั้งระบบขับเคลื่อนความร้อนที่คำนวณพิกัดมาอย่างแม่นยำถูกต้องตามหลักวิศวกรรมพอลิเมอร์ระดับสากลแล้ว ผลลัพธ์ความคุ้มค่าจะสะท้อนกลับมาสู่ผลกำไรของลูกค้าในทุก ๆ มิติอย่างเด่นชัดเจนเลยครับ อัตราการปั๊มส่งมวลสารพลาสติกหลอมเหลว (Throughput Rate) จะพุ่งทะยานขึ้นถึงขีดสุดชั่วโมงการทำงาน ปัญหาแรงดันแกว่งผันผวนหายไปร้อยเปอร์เซ็นต์ ชิ้นงานเนื้อเนียนแน่นสม่ำเสมอ ผิวเรียบเนียนสากล ไร้ตำหนิจุดดำหรือคราบไหม้ และที่สำคัญคือสามารถลีนต้นทุนค่าไฟฟ้าของมอเตอร์ขับเคลื่อนลงได้อย่างน่ามหัศจรรย์ใจครับ
การปฏิวัติสายการผลิตเพื่อขจัดปัญหาคอขวดแฝง และขับเคลื่อนผลกำไรให้พุ่งทะยานอย่างมั่นคง เป็นสิ่งที่เริ่มต้นปรับปรุงได้ทันทีตั้งแต่วันนี้ครับ หากโรงงานพลาสติกของลูกค้ากำลังเจอปัญหา ผลิตไม่ทันออเดอร์ ทั้งที่รันเครื่องเต็มกำลังแล้ว หรือต้องการที่ปรึกษาในการตรวจสอบสภาพความสึกหรอ วัดขนาดมิติหน้างาน และออกแบบทางออกเชิงวิศวกรรมสกรูกระบอกสูบรวมถึงระบบเครื่องทำความร้อน (Heater) ทั้งหมดในสายการผลิต สามารถติดต่อทีมวิศวกรผู้เชี่ยวชาญระดับโลกของเราเข้ามาดูแลและวางแผนระบบที่ดีที่สุดให้แก่โรงงานของลูกค้าได้ทุกเวลาเลยนะครับ เรายินดีเป็นพาร์ทเนอร์คู่คิดและพร้อมเคียงข้างร่วมเดินทางขับเคลื่อนความสำเร็จและผลกำไรที่ยั่งยืนร่วมกับลูกค้าด้วยความจริงใจเสมอครับ!