เผยเคล็ดลับที่ วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย เจาะลึกกลศาสตร์การไหลและสัดส่วนเกลียวสกรูบาร์เรลเพื่อตัดต้นทุนแฝงและป้องกันปัญหาชิ้นงานตกมาตรฐาน
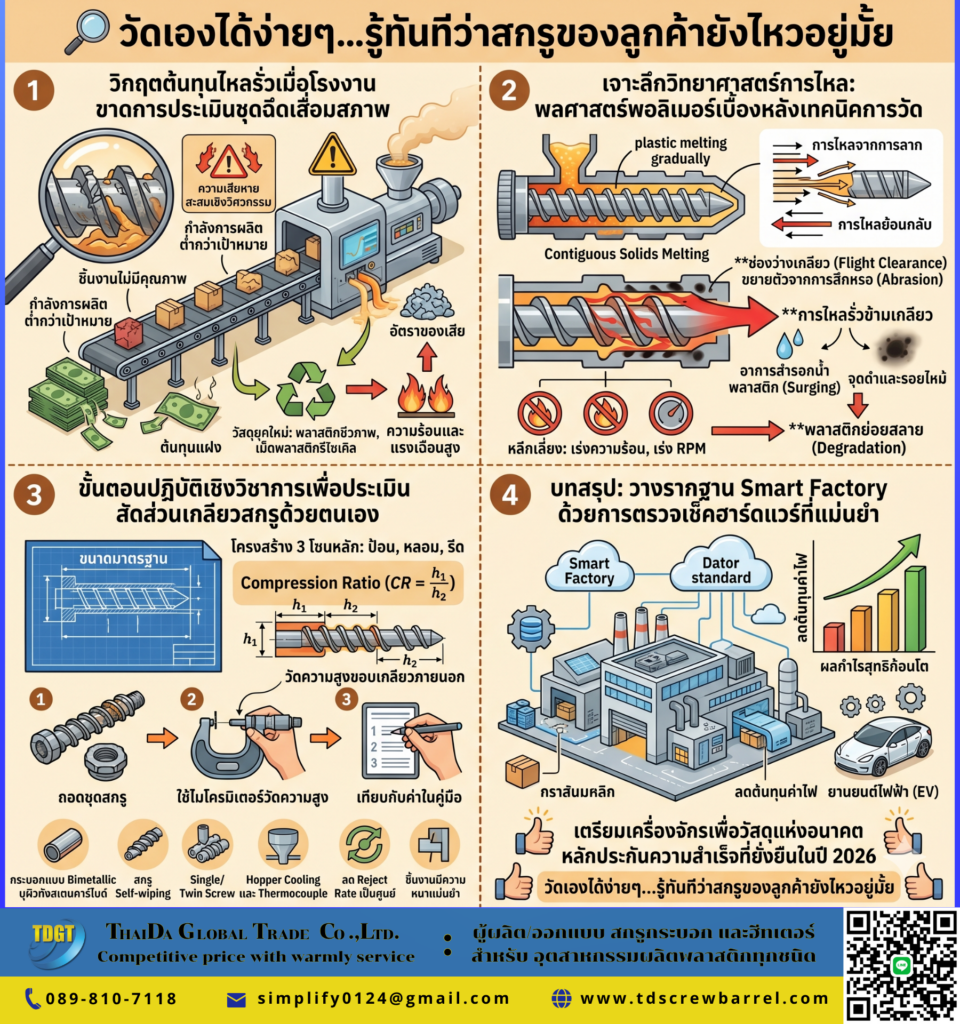
1. วิกฤตต้นทุนไหลรั่วเมื่อโรงงานขาดเครื่องมือและหลักการประเมินชุดฉีดเสื่อมสภาพ 🏭
ในอุตสาหกรรมการขึ้นรูปพลาสติกวิศวกรรม อุปกรณ์ที่เป็นเสมือนหัวใจสำคัญในการกำหนดคุณภาพและมิติของชิ้นงานคือชุดสกรูและกระบอกสูบครับ อย่างไรก็ตาม อุปสรรคครั้งใหญ่ที่ผู้ประกอบการจำนวนมากต้องเผชิญในทุกๆ วัน คือปัญหากำลังการผลิตต่ำกว่าเป้าหมาย (Low Throughput) และชิ้นงานที่ไม่มีคุณภาพ ซึ่งหลายครั้งทีมช่างไม่สามารถหาสาเหตุที่แน่ชัดได้ครับ ดังนั้น ในฐานะที่ปรึกษาและวิศวกรผู้ออกแบบระบบสกรูและกระบอก (Screw Barrel) สำหรับโรงงานอุตสาหกรรมระดับโลก ผมจึงอยากนำเสนอทางออกเชิงเทคนิคที่ท่านสามารถ วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย เพื่อบล็อกความเสียหายก่อนที่จะสายเกินแก้ครับ
นอกจากนี้ ปัญหาที่ลูกค้าเจอเป็นประจำคือ เมื่อเริ่มหันมาประมวลผลวัสดุยุคใหม่ เช่น พลาสติกชีวภาพ หรือเม็ดพลาสติกรีไซเคิล โรงงานกลับพบอัตราของเสียพุ่งสูงขึ้นอย่างผิดปกติครับ เนื่องจาก วัตถุดิบกลุ่มนี้ไวต่อความร้อนและแรงเฉือนสูงมาก และประมวลผลยากกว่าพลาสติกทั่วไปอย่างมหาศาลครับ ทว่า การที่โรงงานยังคงปล่อยให้เครื่องจักรทำงานไปเรื่อยๆ โดยไม่มีการประเมินสภาพฮาร์ดแวร์ ย่อมทำให้เกิดความเสียหายสะสมเชิงวิศวกรรมลุกลามไปยังระบบขับเคลื่อนและแบริ่งรับแรงกดในระยะยาวครับ เพราะเหตุนี้ การเรียนรู้วิธีการตรวจสอบความสึกหรอด้วยตนเองจึงเป็นยุทธศาสตร์สำคัญที่จะช่วยเปลี่ยนต้นทุนแฝงให้เป็นกำไรสุทธิก้อนโตครับ
2. เจาะลึกวิทยาศาสตร์การไหล: พลศาสตร์พอลิเมอร์เบื้องหลังเทคนิคการวัดสภาพสกรู 🔩
In เชิงวิชาการทางด้านวิศวกรรมพอลิเมอร์นั้น กลไกการหลอมละลายของพลาสติกภายในกระบอกสูบมีลักษณะที่จำเพาะซึ่งเรียกว่า Contiguous Solids Melting ครับ ส่งผลให้ เม็ดพลาสติกจะค่อยๆ รับความร้อนและหลอมละลายจากด้านที่สัมผัสกับผนังกระบอกสูบผ่าน Heater อย่างไรก็ตาม พฤติกรรมการลำเลียงน้ำพลาสติกที่ปลายสกรูเกิดจากผลรวมเชิงคณิตศาสตร์ของกลไกการไหล 3 ส่วนเข้าด้วยกัน ได้แก่ การไหลจากการลากของเกลียวสกรู การไหลย้อนกลับจากแรงต้านของแม่พิมพ์ และการไหลรั่วข้ามขอบเกลียวสกรูครับ ดังนั้น เมื่อผิวหน้าของเกลียวสกรูเริ่มเกิดความสึกหรอจากการเสียดสี (Abrasion) ช่องว่างระหว่างขอบเกลียวและผนังกระบอก (Flight Clearance) จะขยายตัวออกทันทีครับ
ยิ่งไปกว่านั้น ช่องว่างที่กว้างขึ้นนี้จะบีบให้เกิดการไหลรั่วข้ามขอบเกลียวสกรูในปริมาณมหาศาล ซึ่งเป็นตัวการร้ายที่ทำลายเสถียรภาพของความดันปลายกระบอกสูบ และนำไปสู่ปัญหาการไหลไม่คงที่หรืออาการสำรอกน้ำพลาสติก (Surging) ครับ ในทางกลับกัน ช่างหน้างานส่วนใหญ่มักจะแก้ปัญหาชิ้นงานขาดเนื้อหรือน้ำหนักแกว่งด้วยการเร่งความร้อนที่ฮีตเตอร์หรือเพิ่มความเร็วรอบสกรู ซึ่งนั่นคือการฆ่าพลาสติกทางอ้อมและทำให้เนื้อพลาสติกเกิดการย่อยสลาย (Degradation) จนกลายเป็นจุดดำและรอยไหม้คาเครื่องครับ ด้วยเหตุนี้ “ก้าวสู่เทรนด์รักษ์โลก…ด้วยสกรูสำหรับพลาสติกชีวภาพ” และการหันมาใช้กระบวนการที่ วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย จะช่วยให้ท่านเข้าใจสภาพทางเรขาคณิตภายใน เพื่อหยุดยั้งปัญหาพลาสติกไหม้และรักษาค่าอัตราการไหลสูงสุด ($Q_{max}$) ให้เสถียรที่สุดครับ
3. ขั้นตอนปฏิบัติเชิงวิชาการเพื่อประเมินสัดส่วนเกลียวสกรูด้วยตนเอง 🚀
สำหรับการลงมือตรวจเช็คเพื่อให้สอดคล้องกับแนวทางที่ วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย ขั้นตอนแรกคือการเปิดพิมพ์เขียวเริ่มต้นของเครื่องจักรเพื่อดูขนาดมาตรฐานครับ นอกจากนี้ สิ่งที่ท่านต้องให้ความสำคัญมากคือ โครงสร้าง 3 โซนหลัก ได้แก่ โซนป้อน, โซนหลอมละลาย และโซนรีด ซึ่งแต่ละโซนจะมีอัตราส่วนกำลังอัด หรือ Compression Ratio ($CR$) ที่จำเพาะ โดยค่านี้คำนวณจากความลึกของร่องสกรูในโซนป้อน ($h_1$) หารด้วยความลึกในโซนรีด ($h_2$) ตามสูตรทางวิชาการคือ
$$CR = \frac{h_1}{h_2}$$
ดังนั้น ในช่วงเวลาที่ท่านหยุดซ่อมบำรุงเครื่องจักร ให้ทีมช่างถอดชุดสกรูออกมาแล้วใช้ไมโครมิเตอร์วัดความสูงของขอบเกลียวภายนอกเทียบกับค่าเดิมในคู่มือครับ ทว่า หากค่าที่วัดได้มีความต่างเกินกว่าสเปกมาตรฐานสากล นั่นคือหลักฐานเชิงวิทยาศาสตร์ที่ชี้ชัดว่าชุดฉีดของท่านหมดสภาพและเป็นตัวถ่วงกำไรธุรกิจแล้วครับ
อย่างไรก็ตาม ผลประโยชน์สูงสุดที่ลูกค้าจะได้รับจากการเลิกประนีประนอมกับอุปกรณ์ที่สึกหรอ คือ ประสบการณ์ในการออกแบบสำหรับวัสดุยุคใหม่ที่จะช่วยกู้คืนความแม่นยำทางมิติของชิ้นงานกลับมา $100\%$ ครับ ยิ่งไปกว่านั้น การเปลี่ยนมาใช้เทคโนโลยีขั้นสูงอย่างกระบอกแบบ Bimetallic ที่บุผิวภายในด้วยทังสเตนคาร์ไบด์ ร่วมกับสกรูเกลียวเดี่ยวหรือเกลียวคู่ (Single/Twin Screw) ที่มีคุณสมบัติ Self-wiping จะช่วยให้การป้อนเม็ดลื่นไหลไม่มีติดขัดที่คอกระบอก และทนทานต่อการสึกหรอได้ยาวนานขึ้น 3-5 เท่าครับ นอกจากนี้ การจัดการโปรไฟล์อุณหภูมิและระบบระบายความร้อนในโซนป้อน (Hopper Cooling) ที่ติดตั้ง Thermocouple อย่างถูกตำแหน่ง จะช่วยควบคุมความหนืด (Viscosity) ของน้ำพลาสติกให้คงที่ ส่งผลให้ชิ้นงานมีความหนาแม่นยำและลดอัตราการเกิดของเสีย (Reject Rate) ให้กลายเป็นศูนย์ได้อย่างยั่งยืนครับ
4. บทสรุป: วางรากฐาน Smart Factory ด้วยการตรวจเช็คฮาร์ดแวร์ที่แม่นยำ 📈
ตลอดทศวรรษที่ผ่านมา ในฐานะผู้เชี่ยวชาญด้านวิศวกรรมพอลิเมอร์ระดับสากล ผมยึดถือหลักการเข้าใจลูกค้าอย่างแท้จริงในความต้องการ และการบริการด้วยความซื่อสัตย์จริงใจเป็นเข็มทิศในการทำงานเสมอมาครับ ดังนั้น เมื่อเรานำเสนอเทคนิคที่ วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย เราไม่ได้มองแค่การขายชิ้นส่วนอะไหล่ทั่วไปครับ ทว่า เรามุ่งเน้นการส่งมอบโซลูชันวิศวกรรมที่จะช่วยยกระดับโรงงานของท่านให้ก้าวสู่มาตรฐาน Smart Factory อย่างมั่นคงและหลุดพ้นจากวงจรต้นทุนค่าไฟที่คอยกัดกินผลกำไรครับ
สุดท้ายนี้ การเตรียมเครื่องจักรให้พร้อมรองรับวัสดุแห่งอนาคต คือทางลัดในการเพิ่มศักยภาพการแข่งขันและเปิดโอกาสให้โรงงานของท่านสามารถรับงานผลิตชิ้นส่วนขั้นสูง เช่น ชิ้นส่วนยานยนต์ไฟฟ้า (EV) จากค่ายรถยนต์ระดับโลกได้อย่างภาคภูมิใจครับ เพราะฉะนั้น อย่าปล่อยให้ความลังเลใจในเรื่องงบประมาณซ่อมบำรุงมาขัดขวางการเติบโตของธุรกิจในปี 2026 นี้ครับ สรุปได้ว่า การตัดสินใจตรวจเช็คระบบและเลือกใช้เทคโนโลยีที่ใช่ในวันนี้ คือหลักประกันความสำเร็จที่ยั่งยืนและสร้างผลกำไรสุทธิก้อนโตให้โรงงานท่านในอนาคตได้อย่างแน่นอนครับ 😊🙏
#Screwbarrel #สกรูบาร์เรล #โรงงานฉีดพลาสติก #วัดเองได้ง่ายๆ…รู้ทันทีว่าสกรูของลูกค้ายังไหวอยู่มั้ย #วิศวกรรมพลาสติก #ลดต้นทุนการผลิต #เทคโนโลยีการผลิต #ซ่อมบำรุงเครื่องจักร #SmartFactory2026