อยากเร่งรอบเครื่องจักรแต่กลัวชิ้นงานไหม้ใช่ไหมครับ? มาร่วมเจาะลึก เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์ ตามทฤษฎีกลศาสตร์ของไหลพอลิเมอร์ระดับโลกเพื่อกู้ยอดผลิตให้พุ่งทะยานกันครับ!
ปัญหาคอขวดสะสมเมื่อปรับเพิ่มความเร็วรอบเครื่องจักร: เหตุใดพอลิเมอร์จึงสลายตัว?
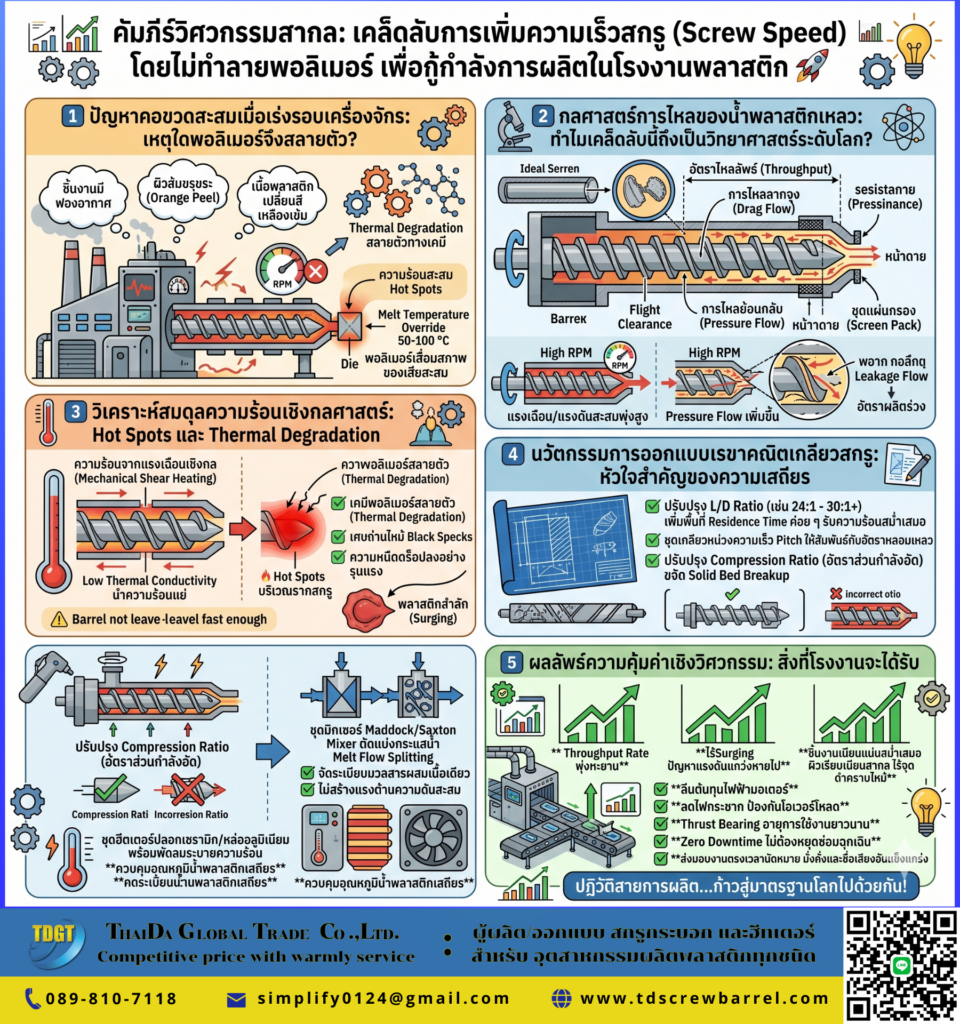
การเพิ่มความเร็วรอบหมุนของเกลียวสกรูเป็นวิธีที่ตรงไปตรงมาที่สุดในการเร่งปริมาณเอาต์พุตของการผลิตพลาสติกครับ อย่างไรก็ตาม การเร่งความเร็วรอบหมุนโดยปราศจากการคำนวณโครงสร้างภายในเกลียวอย่างถูกต้อง มักจะนำพาความเสียหายมาสู่โครงสร้างโมเลกุลพอลิเมอร์อย่างรุนแรงทีเดียวครับ ปัญหาหลักที่วิศวกรฝ่ายผลิตหน้างานต้องเผชิญคือ ชิ้นงานเริ่มเกิดฟองอากาศแฝง ผิวส้มขรุขระ (Orange Peel) หรือเนื้อพลาสติกเปลี่ยนสีจากธรรมชาติกลายเป็นสีเหลืองเข้มคล้ำ เนื่องจากเนื้อพอลิเมอร์เกิดสภาวะสลายตัวทางเคมี (Thermal Degradation) ไปเรียกว่าถลุงถ่านไหม้คาบาร์เรลครับ
ยิ่งไปกว่านั้น เมื่อลูกค้าปรับเพิ่มความเร็วรอบหมุนสูงเกินพิกัด มอเตอร์ขับเคลื่อนเครื่องจักรจะต้องทำงานหนักอย่างรุนแรง ส่งผลให้เกิดความร้อนสะสมเฉพาะจุด (Hot Spots) บริเวณปลายร่องเกลียวด้านหน้าดาย ซึ่งอุณหภูมิภายในน้ำพลาสติกจริง ๆ อาจจะพุ่งสูงกว่าอุณหภูมิที่ตั้งค่าไว้บนหน้าจอคอนโทรลเลอร์ได้มากกว่า 50 ถึง 100 องศาเซลเซียสเลยครับ ปรากฏการณ์ความร้อนโอเวอร์ไรด์ (Melt Temperature Override) นี้เองที่เป็นคำตอบทางวิศวกรรมศาสตร์ว่า ทำไมยิ่งเร่งความเร็วเครื่อง ยิ่งทำให้พอลิเมอร์หลอมเหลวสูญเสียสภาพความหนืดเชิงโครงสร้างจนกลายเป็นของเสียสะสมล้นโรงงานพลาสติกแฝงอยู่ตลอดเวลาครับ
กลศาสตร์การไหลของน้ำพลาสติกเหลว: ทำไม เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์ ถึงเป็นวิทยาศาสตร์ระดับโลก?
การเคลื่อนที่ของมวลพลาสติกภายในร่องเกลียวสกรูนั้นไม่ได้ขึ้นอยู่กับความเร็วรอบหมุนเพียงอย่างเดียวครับ ดังนั้น ตามทฤษฎีกลศาสตร์การไหลสากลระบุเอาไว้ว่า อัตราการไหลลัพธ์หรือผลผลิตที่แท้จริงของเครื่องจักร (Throughput) จะเกิดจากสมดุลของพฤติกรรมการไหลหลัก ๆ 3 ส่วนด้วยกัน พารามิเตอร์ส่วนแรกคือ “การไหลเนื่องจากแรงหนืดลากจูง” (Drag Flow) ซึ่งทำหน้าที่ขับเคลื่อนเนื้อพลาสติกให้เคลื่อนไปข้างหน้าตามรอบหมุนของสกรู พารามิเตอร์ส่วนที่สองคือ “การไหลย้อนกลับเนื่องจากความดันต้าน” (Pressure Flow) ซึ่งจะเกิดขึ้นเมื่อน้ำพลาสติกหลอมเหลวเคลื่อนที่ไปเจอความต้านทานบริเวณหน้าดายและชุดแผ่นกรอง (Screen Pack) ทำให้เนื้อพลาสติกบางส่วนถูกแรงดันบีบให้ไหลย้อนกลับถอยหลัง
ยิ่งไปกว่านั้น เมื่อลูกค้าปรับเพิ่มความเร็วรอบสกรู (RPM) ขึ้นไปจนสุดพิกัด แรงเฉือนและแรงดันสะสมบริเวณหน้าดายจะพุ่งสูงขึ้นอย่างรวดเร็วมากครับ ความดันหน้าดายที่สูงเกินขีดจำกัดนี้ จะส่งผลเพิ่มอัตราการไหลย้อนกลับ (Pressure Flow) เข้ามาต้านทานกระแสการปั๊มเนื้อพลาสติกเอาไว้ ด้วยเหตุนี้ หากพื้นผิวเกลียวสกรูหรือผนังบาร์เรลด้านในเริ่มมีอาการสึกหรอ เส้นผ่านศูนย์กลางของยอดเกลียวจะลดลง ทำให้ระยะห่าง (Flight Clearance) กว้างขึ้น ส่งผลให้เกิดพารามิเตอร์ตัวที่สามคือ “การไหลรั่วไหลย้อนข้ามยอดเกลียว” (Leakage Flow) เพิ่มขึ้นมหาศาล ทำให้อัตราการผลิตร่วงลงอย่างรวดเร็วแม้สกรูจะหมุนเร็วแค่ไหนก็ตามครับ
วิเคราะห์สมดุลความร้อนเชิงกลศาสตร์ (Mechanical Shear Heating vs Conductive Heat)
การที่เนื้อพลาสติกเหลวไหลวนเวียนและรั่วไหลย้อนกลับภายในกระบอกสูบ ไม่เพียงแต่ทำให้อัตราผลผลิตดร็อปลงเท่านั้นนะครับ นอกจากนี้ ปัญหานี้ยังส่งผลกระทบต่อเนื่องทางเคมีที่รุนแรงมากกับตัวพอลิเมอร์อีกด้วยครับ ตามคู่มือวิชาการอธิบายกลไกไว้ว่า พลาสติกหลอมเหลวที่ไหลวนเวียนสะสมอยู่ภายในร่องเกลียวจะได้รับ “ความร้อนจากแรงเฉือนเชิงกล” (Mechanical Shear Heating) อย่างมหาศาลจากการบดบี้ของสกรู ยิ่งไปกว่านั้น พอลิเมอร์หลอมเหลวเป็นวัสดุที่มีคุณสมบัตินำความร้อนได้แย่มาก (Low Thermal Conductivity) มวลความร้อนที่เกิดขึ้นสะสมอยู่ภายในจึงไม่สามารถระบายออกผ่านระบบคูลลิ่งบาร์เรลได้อย่างรวดเร็วพอครับ
ดังนั้น ปรากฏการณ์ความหนืดดร็อปลงอย่างรุนแรงเนื่องจากความร้อนเกินจะยิ่งซ้ำเติมให้แรงปั๊มเชิงกลศาสตร์เสียหายหนักขึ้นไปอีกครับ พลาสติกเหลวที่เหลวเกินไปจะไหลย้อนกลับได้ง่ายขึ้น ทำให้ลูกค้าต้องเผชิญกับปัญหาวนลูปที่แก้ไม่ตก คือการที่เครื่องจักรผลิตงานไม่มีคุณภาพ แถมชิ้นงานที่ผลิตออกมายังไม่ได้มาตรฐาน มีตำหนิรอยไหม้ และผิวพลาสติกขรุขระจนกลายเป็นของเสียสะสมล้นโรงงานพลาสติกแฝงอยู่ตลอดเวลาครับ ความเข้าใจในกลไกนี้จึงเป็นรากฐานของ เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์ ที่วิศวกรฝ่ายผลิตทุกคนต้องรู้ครับ
นวัตกรรมการออกแบบเรขาคณิตเกลียวสกรู: หัวใจสำคัญของ เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์
เพื่อป้องกันไม่ให้ชั้นโมเลกุลพอลิเมอร์ถูกฉีกขาดจากแรงเฉือนมหาศาลในรอบสูง การปรับปรุงโครงสร้างเรขาคณิตของสกรูจึงเป็นสิ่งสำคัญอันดับแรกครับ นอกจากนี้ สกรูที่ดีจะต้องสามารถรักษาสมดุลระบายแรงดัน (Melt Pressure Stability) ได้นิ่งเนียนที่สุดในจังหวะเร่งรอบหมุน การเลือกใช้อัตราส่วนความยาวต่อเส้นผ่านศูนย์กลาง หรือค่า L/D Ratio ที่เหมาะสม (เช่น สัดส่วนพิกัดตั้งแต่ 24:1 ถึง 30:1 ขึ้นไป) จะช่วยเพิ่มพื้นที่และ Residence Time ให้เนื้อพลาสติกค่อย ๆ รับความร้อนอย่างสม่ำเสมอสากล โดยไม่ถูกเร่งรัดบดบี้ด้วยความเร็วรอบหมุนจนเกิดอาการความร้อนสะสมเฉพาะจุด (Hot Spots) ครับ
อย่างไรก็ตาม สมดุลของระบบความร้อนก็มีความสำคัญไม่แพ้กันครับ การปรับปรุงมาใช้ชุดเกลียวหน่วงความเร็วหรือปรับพิทช์ร่องเกลียวให้สัมพันธ์กับค่าอัตราการหลอมเหลวของพลาสติกแต่ละเกรด จะช่วยลดภาระโหลดการทำงานของมอเตอร์ขับเคลื่อนลงได้อย่างน่ามหัศจรรย์ใจครับ กลไกวิศวกรรมที่ถูกต้องเหล่านี้นี่เองที่จะช่วยเปลี่ยนเครื่องจักรเดิมของลูกค้าให้กลายเป็นปั๊มสร้างผลกำไรที่ทรงพลัง ปลดล็อกปัญหาชิ้นงานไม่ได้มิติให้กลายเป็นยอดผลิตที่ล้นเหลือสม่ำเสมอสากลในทุก ๆ วันครับ
การปรับปรุงอัตราส่วนกำลังอัด (Compression Ratio) และร่องเกลียวแบบพิเศษ
สาเหตุทางวิศวกรรมที่สำคัญอีกประการหนึ่งที่ทำให้กำลังการผลิตของเครื่องจักรดร็อปลงในรอบสูง คือพฤติกรรมการแตกหักของชั้นเม็ดพลาสติกอัดแน่นภายในกระบอกสูบครับ ดังนั้น หากโครงสร้างสกรูที่ลูกค้าใช้งานอยู่ มีสัดส่วนความลึกร่องเกลียวหรืออัตราส่วนกำลังอัด (Compression Ratio) ไม่สัมพันธ์กับเกรดวัตถุดิบ ความสามารถในการหลอมเหลว (Melting Capacity) จะตามไม่ทันความเร็วรอบของเครื่องจักรครับ เมื่อเร่งรอบสกรูสูงเกินพิกัด ชั้นเม็ดพลาสติกจะเกิดอาการแตกหักเป็นชิ้นเล็กชิ้นน้อย (Solid Bed Breakup) ส่งผลให้เศษเม็ดพลาสติกที่ยังไม่หลอมลอยข้ามไปอุดตันร่องเกลียวด้านหน้า ทำเอาแรงดันหน้าดายแกว่งผันผวนกำลังผลิตร่วงทันทีครับ
ยิ่งไปกว่านั้น อาการที่วิศวกรโรงงานเรียกว่า “เครื่องจักรสำลัก” หรือการเกิดพัลส์ความดันแกว่งผันผวน (Melt Pressure Surging) จะเกิดขึ้นทันทีหน้างานครับ ยอดเอาต์พุตพลาสติกหลอมจะไหลขาด ๆ หาย ๆ ไม่สม่ำเสมอ ส่งผลให้มิติขนาดชิ้นงานหรือความหนาของชิ้นงานเพี้ยนไปจากสเปคอย่างรุนแรง ปัญหานี้จึงเป็นข้อพิสูจน์เชิงวิชาการสากลว่า สกรูเดิมของลูกค้ากำลังขาดประสิทธิภาพการหลอมละลายที่ถูกต้อง ทำให้โรงงานต้องติดอยู่กับสภาวะผลิตงานช้าและชิ้นงานไม่ได้คุณภาพ แม้จะเปิดฮีตเตอร์จนสุดและรันมอเตอร์ขับเคลื่อนจนโอเวอร์โหลดก็ตามครับ การเลือกอัตราส่วนกำลังอัดที่ถูกต้องจึงเป็นหนึ่งใน เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์ ที่สำคัญที่สุดครับ
ระบบกระจายความร้อนและชุดมิกเซอร์: เครื่องมือช่วยปกป้องโครงสร้างโมเลกุลในสภาวะรอบสูง
เพื่อรักษาสภาพความสมบูรณ์ของโครงสร้างโมเลกุลพอลิเมอร์ในจังหวะเร่งรอบสูง การติดตั้งชุดผสมกระจายตัวแฝงภายในแกนสกรูจึงเป็นสิ่งที่เราขาดไม่ได้ครับ นอกจากนี้ นวัตกรรมการออกแบบชุดมิกเซอร์ระดับพรีเมียม เช่น Maddock Mixing Section หรือ Saxton Mixer จะเข้ามาทำหน้าที่ช่วยตัดแบ่งกระแสน้ำพลาสติกหลอมเหลว (Melt Flow Splitting) และจัดระเบียบมวลสารพลาสติกหลอมละลายให้ผสมเข้ากันเป็นเนื้อเดียวอย่างเนียนนุ่มสมบูรณ์แบบ โดยไม่สร้างแรงต้านความดันสะสมในร่องเกลียวที่สูงเกินพิกัดปลอดภัยครับ
อย่างไรก็ตาม สมดุลความเสถียรของความร้อนรอบกระบอกก็มีส่วนช่วยควบคุมเสถียรภาพแรงดันได้อย่างดีเยี่ยมที่สุดครับ การปรับปรุงระบบเครื่องทำความร้อนมาเลือกใช้งานชุดฮีตเตอร์ปลอกเซรามิก (Ceramic Heaters) ประสิทธิภาพสูงร่วมกับระบบพัดลมโบลเวอร์ระบายความร้อนที่แม่นยำ จะช่วยควบคุมอุณหภูมิน้ำพลาสติกหลอมเหลวให้เสถียรเนียนนุ่ม ไร้อาการความร้อนโอเวอร์ไรด์สะสม กลไกวิศวกรรมที่ถูกต้องเหล่านี้นี่เองที่จะช่วยเปลี่ยนเครื่องจักรเดิมของลูกค้าให้กลายเป็นปั๊มสร้างผลกำไรที่ทรงพลัง ปลดล็อกปัญหาชิ้นงานไม่ได้มิติให้กลายเป็นยอดผลิตที่ล้นเหลือสม่ำเสมอสากลในทุก ๆ วันครับ
ผลลัพธ์ความคุ้มค่าเชิงวิศวกรรม: สิ่งที่โรงงานของลูกค้าจะได้รับเมื่อควบคุมสภาวะรอบหมุนได้อย่างสมบูรณ์
เมื่อโรงงานผลิตพลาสติกของลูกค้าได้รับการปรับปรุงโครงสร้างชุดสกรูบาร์เรล และติดตั้งระบบขับเคลื่อนความร้อนที่คำนวณพิกัดมาอย่างแม่นยำถูกต้องตามหลักวิศวกรรมพอลิเมอร์ระดับสากลแล้ว ผลลัพธ์ความคุ้มค่าจะสะท้อนกลับมาสู่ผลกำไรของลูกค้าในทุก ๆ มิติอย่างเด่นชัดเจนเลยครับ อัตราการปั๊มส่งมวลสารพลาสติกหลอมเหลว (Throughput Rate) จะพุ่งทะยานขึ้นถึงขีดสุดชั่วโมงการทำงาน ปัญหาแรงดันแกว่งผันผวนหายไปร้อยเปอร์เซ็นต์ ชิ้นงานเนื้อเนียนแน่นสม่ำเสมอ ผิวเรียบเนียนสากล ไร้ตำหนิจุดดำหรือคราบไหม้ และที่สำคัญคือสามารถลีนต้นทุนค่าไฟฟ้าของมอเตอร์ขับเคลื่อนลงได้อย่างน่ามหัศจรรย์ใจครับ
นอกจากนี้ การเข้าถึงและเข้าใจใน เคล็ดลับการเพิ่มความเร็วสกรู (Screw Speed) โดยไม่ทำลายพอลิเมอร์ จะช่วยลดพฤติกรรมการเกิดกระแสไฟกระชากและป้องกันภาระโอเวอร์โหลดของมอเตอร์ได้อย่างดีเยี่ยมที่สุดครับ เป็นผลให้ระบบเกียร์และตลับลูกปืนรับแรงกดทับ (Thrust Bearing Assembly) รวมถึงโครงสร้างบาร์เรลด้านในมีอายุการใช้งานที่ยาวนานขึ้น ไม่ต้องหยุดเครื่องจักรเพื่อทำการซ่อมบำรุงฉุกเฉิน ช่วยให้ลูกค้าสามารถส่งมอบงานฉีดและงานรีดเกรดพรีเมียมให้แก่คู่ค้าปลายทางได้ตรงตามเวลานัดหมายอย่างแม่นยำ สร้างความมั่งคั่งและชื่อเสียงอันแข็งแกร่งให้แก่ธุรกิจของลูกค้าในระยะยาวครับ
การปฏิวัติสายการผลิตเพื่อขจัดปัญหาคอขวดแฝง และขับเคลื่อนผลกำไรให้พุ่งทะยานอย่างมั่นคง เป็นสิ่งที่เริ่มต้นปรับปรุงได้ทันทีตั้งแต่วันนี้ครับ หากโรงงานพลาสติกของลูกค้ากำลังเจอปัญหาผลิตงานไม่ทัน หรือต้องการที่ปรึกษาในการตรวจสอบสภาพความสึกหรอ วัดขนาดมิติหน้างาน และออกแบบทางออกเชิงวิศวกรรมสกรูกระบอกสูบรวมถึงระบบเครื่องทำความร้อน (Heater) ทั้งหมดในสายการผลิต สามารถติดต่อทีมวิศวกรผู้เชี่ยวชาญระดับโลกของเราเข้ามาดูแลและวางแผนระบบที่ดีที่สุดให้แก่โรงงานของลูกค้าได้ทุกเวลาเลยนะครับ เรายินดีเป็นพาร์ทเนอร์คู่คิดและพร้อมเคียงข้างร่วมเดินทางขับเคลื่อนความสำเร็จและผลกำไรที่ยั่งยืนร่วมกับลูกค้าด้วยความจริงใจเสมอครับ!
#Screwbarrel #สกรูบาร์เรล #โรงงานฉีดพลาสติก #เคล็ดลับการเพิ่มความเร็วสกรูโดยไม่ทำลายพอลิเมอร์ #เพิ่มกำลังการผลิตพลาสติก #ลดของเสียในกระบวนการผลิต #ซ่อมบำรุงเครื่องจักรพลาสติก #วิศวกรรมเครื่องรีดพลาสติก #ลดต้นทุนเพิ่มผลกำไร