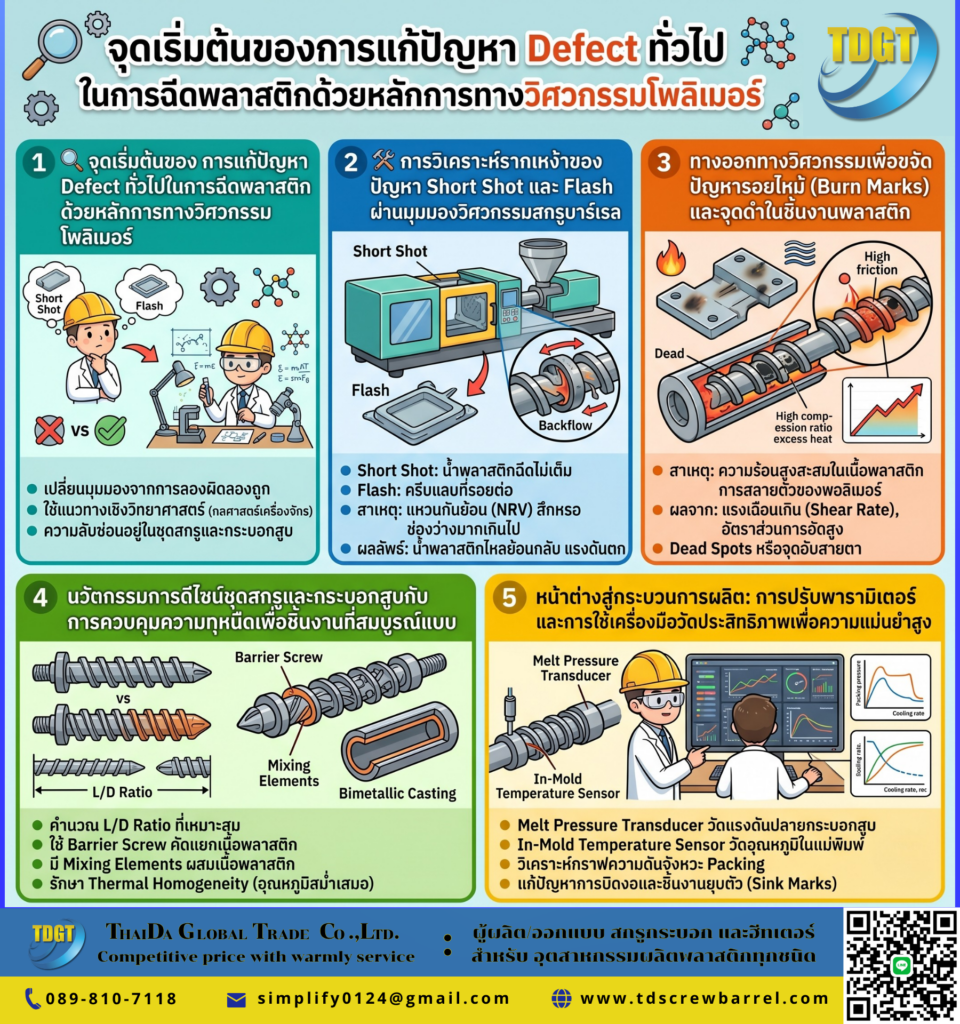
🔍 จุดเริ่มต้นของ การแก้ปัญหา Defect ทั่วไปในการฉีดพลาสติกด้วย หลักการทางวิศวกรรม โพลิเมอร์
ในอุตสาหกรรมการขึ้นรูปพลาสติกปัจจุบัน วิศวกรและผู้จัดการโรงงานหลายท่านมักจะเผชิญกับอุปสรรคครั้งใหญ่เมื่อชิ้นงานเกิดความบกพร่อง ไม่ว่าจะเป็นปัญหาชิ้นงานฉีดไม่เต็ม (Short Shot) ปัญหารอยไหม้ (Burn Marks) หรือการเกิดครีบแลบ (Flash) ครับ ยิ่งไปกว่านั้น วิธีการแก้ไขปัญหาที่ทำกันทั่วไปในอุตสาหกรรม มักจะเป็นเพียงการปรับตั้งค่าพารามิเตอร์ที่หน้าจอของเครื่องจักรไปเรื่อยๆ โดยขาดทิศทางที่ชัดเจน ด้วยเหตุนี้ การปรับเปลี่ยนค่าแบบสุ่มมักจะทำให้เกิดปัญหาใหม่แทรกซ้อนขึ้นมาอย่างหลีกเลี่ยงไม่ได้ และนำไปสู่ความสูญเสียทั้งในด้านเวลาและต้นทุนวัตถุดิบมหาศาลครับ
อย่างไรก็ตาม หากลูกค้าเปลี่ยนมุมมองจากการลองผิดลองถูก มาเป็นการใช้แนวทางเชิงวิทยาศาสตร์ความหนืด (Rheology) และกลศาสตร์เครื่องจักร จะพบว่าความลับทั้งหมดซ่อนอยู่ภายในกระบอกสูบนั่นเองครับ นอกเหนือจากนี้ ในฐานะผู้เชี่ยวชาญและที่ปรึกษาด้านการออกแบบและผลิตชุดสกรูและกระบอกสูบ (Screw Barrel) ระดับสากล พวกเราขอยืนยันว่าประสิทธิภาพของฮาร์ดแวร์คือรากฐานที่สำคัญที่สุดครับ ดังนั้น การแก้ปัญหา Defect ทั่วไปในการฉีดพลาสติกด้วย หลักการทางวิศวกรรม จึงต้องเริ่มต้นจากการทำความเข้าใจพฤติกรรมการไหลของโพลิเมอร์เหลวภายใต้สภาวะความดันและความร้อนที่แปรผันอย่างละเอียดถี่ถ้วนครับ 🌡️
🛠️ การวิเคราะห์รากเหง้าของปัญหา Short Shot และ Flash ผ่านมุมมองวิศวกรรมสกรูบาร์เรล
เมื่อพิจารณาปัญหาชิ้นงานฉีดไม่เต็ม หรือ Short Shot ช่างฉีดพลาสติกส่วนใหญ่ย่อมคิดถึงการเพิ่มความดันฉีด (Injection Pressure) หรือเพิ่มความเร็วในการฉีดเป็นอันดับแรกครับ นอกจากนี้ บางโรงงานอาจเลือกที่จะเพิ่มอุณหภูมิของกระบอกสูบเพื่อหวังลดความหนืดของน้ำพลาสติก ในทางตรงกันข้าม ปัญหาดังกล่าวอาจไม่ได้เกิดจากพารามิเตอร์เหล่านั้นเลย แต่เกิดจากความชำรุดทรุดโทรมของชุดแหวนกันย้อน (Non-Return Valve หรือ Check Ring) ที่ปลายสกรูครับ
หากแหวนกันย้อนเกิดการสึกหรอหรือมีช่องว่าง (Clearance) ที่มากเกินไป พลาสติกเหลวจะไหลย้อนกลับ (Backflow) ในจังหวะที่สกรูพุ่งตัวไปข้างหน้าเพื่อฉีดน้ำพลาสติกเข้าแม่พิมพ์ครับ ด้วยเหตุนี้ แรงดันฉีดที่แท้จริงภายในแม่พิมพ์จึงลดลงอย่างรวดเร็ว ส่งผลให้เนื้อพลาสติกไม่สามารถเข้าไปเติมเต็มช่องว่างในคาวิตี้ได้สมบูรณ์ ยิ่งไปกว่านั้น หากผู้ปฏิบัติงานฝืนเพิ่มแรงดันฉีดพลาสติกเข้าไปเพื่อชดเชยการสูญเสียดังกล่าว แรงดันที่สูงเกินไปในบางจังหวะจะทำให้แม่พิมพ์เผยอออก และกลายสภาพเป็นปัญหาครีบแลบหรือ Flash บริเวณรอยต่อของชิ้นงานทันทีครับ ดังนั้น การตรวจสอบความสมบูรณ์เชิงมิติของชุดสกรูและกระบอกสูบจึงเป็นกุญแจสำคัญในการตัดวงจรอุบาทว์ของ Defect ทั้งสองนี้อย่างเด็ดขาดครับ 📉
🔥 ทางออกทางวิศวกรรมเพื่อขจัดปัญหารอยไหม้ (Burn Marks) และจุดดำในชิ้นงานพลาสติก
อีกหนึ่งปัญหาที่สร้างความปวดหัวให้กับผู้ผลิตเป็นอย่างมากคือ รอยไหม้ (Burn Marks) และจุดดำ (Black Spots) บนผิวของชิ้นงานพลาสติกครับ ปัญหาเหล่านี้เกิดขึ้นจากการสลายตัวทางความร้อนของโพลิเมอร์ (Thermal Degradation) ซึ่งมีสาเหตุหลักมาจากสองปัจจัยหลักคือ อุณหภูมิที่สูงเกินไป หรือระยะเวลาที่พลาสติกตกค้างอยู่ในกระบอกนานเกินไป (Residence Time) ครับ นอกเหนือจากนี้ การออกแบบโครงสร้างของสกรูที่ไม่ได้สัดส่วนกับชนิดของพลาสติก เช่น การมีอัตราส่วนการอัด (Compression Ratio) ที่สูงเกินไปสำหรับพลาสติกกลุ่มที่ไวต่อความร้อน (Thermal Sensitive Polymers เช่น PVC หรือ POM) จะส่งผลให้เกิดแรงเฉือนเชิงกลที่รุนแรงมากเกินไปครับ
แรงเฉือนที่สูงมากนี้จะเปลี่ยนเป็นพลังงานความร้อนสะสมภายในตัวพลาสติกเอง (Viscous Shear Heating) ซึ่งส่งผลให้อุณหภูมิเนื้อพลาสติกพุ่งสูงเกินกว่าค่าที่ตั้งไว้ที่หน้าจอคอนโทรลเลอร์อย่างมากครับ ตัวอย่างเช่น แม้ว่าลูกค้าจะตั้งอุณหภูมิกระบอกสูบไว้ตามคำแนะนำของแผ่นข้อมูลทางเทคนิค (TDS) แล้วก็ตาม แต่ความร้อนจากแรงเฉือนภายในอาจสูงจนทำให้พลาสติกไหม้คาเนื้อได้ครับ นอกเหนือจากนี้ การมี “จุดอับสายตาทางวิศวกรรม” หรือ Dead Spots ภายในชุดหัวฉีด (Nozzle Adapter) หรือบริเวณปีกสกรูที่สึกหรอ จะเปิดโอกาสให้เม็ดพลาสติกบางส่วนตกค้างและไหม้เกรียมหมุนวนอยู่ภายใน ดังนั้น แนวทางแก้ไขปัญหาที่ยั่งยืนคือการคำนวณและออกแบบโปรไฟล์ของสกรูให้มีอัตราเฉือน (Shear Rate) ที่สมดุล พร้อมทั้งเลือกใช้วัสดุศาสตร์เคลือบผิวระดับพรีเมียมเพื่อลดการเกาะติดของน้ำพลาสติกนั่นเองครับ 🛡️
⚙️ นวัตกรรมการดีไซน์ชุดสกรูและกระบอกสูบกับการควบคุมความหนืดเพื่อชิ้นงานที่สมบูรณ์แบบ
การยกระดับโรงงานสู่มาตรฐานสากลและบรรลุเป้าหมายการลดของเสียให้ใกล้เคียงศูนย์เปอร์เซ็นต์ จำเป็นต้องพึ่งพาเทคโนโลยีการออกแบบระบบทางเดินพลาสติกขั้นสูงครับ ในฐานะผู้เชี่ยวชาญระดับโลก เรามุ่งเน้นการคำนวณสัดส่วนความยาวต่อเส้นผ่านศูนย์กลาง (L/D Ratio) และการนำชุดผสมพิเศษ (Mixing Elements) มาประยุกต์ใช้บนตัวสกรูอย่างเหมาะสมครับ ตัวอย่างเช่น การเลือกใช้สกรูแบบแบริเออร์ (Barrier Screw) จะช่วยคัดแยกเนื้อพลาสติกที่ยังละลายไม่หมดออกจากน้ำพลาสติกที่หลอมละลายสมบูรณ์แล้วอย่างเป็นระบบครับ
ด้วยกลไกทางวิศวกรรมที่ล้ำสมัยนี้ พลาสติกเหลวจะมีความหนืดและอุณหภูมิที่สม่ำเสมอกันทั่วทั้งกระบอกสูบ (Thermal Homogeneity) ก่อนที่จะถูกฉีดออกไปครับ นอกจากนี้ ความสม่ำเสมอของอุณหภูมิเยี่ยงนี้จะช่วยขจัดปัญหาเรื่องรอยสายน้ำ (Silver Streaks) และปัญหาวอยด์หรือฟองอากาศภายในชิ้นงาน (Voids) ได้อย่างมีประสิทธิภาพสูงสุดครับ ยิ่งไปกว่านั้น การเลือกใช้เหล็กกล้าผสมชนิดพิเศษที่ผ่านกระบวนการหล่อแบบเหวี่ยงหนีศูนย์กลาง (Bimetallic Centrifugal Casting) ย่อมช่วยลดอัตราการสึกหรอจากแรงขัดสีของสารเติมแต่ง เช่น ใยแก้ว (Glass Fiber) ทำให้รอยห่างระหว่างปีกสกรูและกระบอกคงที่ยาวนาน ส่งผลให้การควบคุมปริมาณการฉีด (Shot Size Accuracy) มีความแม่นยำในทุกๆ ไซเคิลการผลิตครับ 🚀
📊 หน้าต่างสู่กระบวนการผลิต: การปรับพารามิเตอร์และการใช้เครื่องมือวัดประสิทธิภาพเพื่อความแม่นยำสูง
ในการดำเนินงาน การแก้ปัญหา Defect ทั่วไปในการฉีดพลาสติกด้วย หลักการทางวิศวกรรม เครื่องมือวัดเปรียบเสมือนดวงตาที่ช่วยวิศวกรวิเคราะห์สถานการณ์ได้อย่างถูกต้องครับ การติดตั้งเซ็นเซอร์วัดความดันน้ำพลาสติก (Melt Pressure Transducer) ที่บริเวณปลายกระบอกสูบ ถือเป็นเครื่องมือสำคัญในการประเมินความเสถียรของกระบวนการหลอมพลาสติกครับ
หากลูกค้าสังเกตพบว่ากราฟความดันในจังหวะคงความดัน (Packing Pressure) มีความผันผวนสูง นั่นคือสัญญาณเตือนว่าระบบปิดกั้นการไหลย้อนกลับกำลังทำงานผิดปกติครับ นอกจากนี้ การติดตั้งเซ็นเซอร์ตรวจจับอุณหภูมิภายในแม่พิมพ์ (In-Mold Temperature Sensor) จะช่วยให้เราควบคุมอัตราการเย็นตัวของพลาสติก (Cooling Rate) ได้อย่างแม่นยำ ซึ่งจะช่วยแก้ปัญหาการบิดงอ (Warpage) และปัญหาชิ้นงานยุบตัว (Sink Marks) ได้อย่างมีวิทยาศาสตร์ครับ สรุปคือ ข้อมูลตัวเลขทางฟิสิกส์เหล่านี้จะทำหน้าที่เป็นหลักฐานเชิงประจักษ์ ช่วยให้ทีมงานปรับตั้งค่าเวลาในการฉีด (Injection Time) และเวลาในการหล่อเย็น (Cooling Time) ได้อย่างสมบูรณ์แบบ โดยไม่ต้องอาศัยการคาดเดาอีกต่อไปครับ 📈
🤝 ร่วมมือกับที่ปรึกษาระดับโลกเพื่อปฏิวัติกระบวนการผลิตพลาสติกของคุณ
การแก้ไขปัญหาของเสียในกระบวนการฉีดพลาสติกอย่างยั่งยืน ไม่สามารถทำได้สำเร็จด้วยการปรับเปลี่ยนพารามิเตอร์ที่ปลายเหตุเพียงอย่างเดียวครับ อย่างไรก็ตาม การผสานร่วมกันระหว่างความเข้าใจในพฤติกรรมของวัสดุและวิศวกรรมเครื่องจักรที่ยอดเยี่ยม คือทางออกที่แท้จริงที่จะช่วยขับเคลื่อนธุรกิจของลูกค้าให้เติบโตอย่างมั่นคงครับ
พวกเราพร้อมยืนเคียงข้างในฐานะพันธมิตรผู้เชี่ยวชาญระดับโลก ที่พร้อมส่งมอบองค์ความรู้ คำแนะนำ ตลอดจนการออกแบบและผลิตชุดสกรูบาร์เรล รวมถึงระบบฮีตเตอร์ทำความร้อนที่มีประสิทธิภาพสูงสุดให้แก่โรงงานของท่านครับ การลงทุนปรับปรุงโครงสร้างพื้นฐานของเครื่องจักรด้วยหลักการวิศวกรรมที่ถูกต้องในวันนี้ นอกเหนือจากจะช่วยลดอัตราชิ้นงานเสียและเพิ่มผลกำไรอย่างเป็นรูปธรรมแล้ว ยังช่วยสร้างเสถียรภาพและความเชื่อมั่นในคุณภาพสินค้าให้แก่คู่ค้าของท่านในระยะยาวอีกด้วยครับ มาร่วมเปิดประสบการณ์การผลิตที่ราบรื่นและไร้ข้อบกพร่องไปกับนวัตกรรมที่ดีที่สุดของเราตั้งแต่วันนี้เป็นต้นไปนะครับ 💚