พลาสติกแต่ละประเภท ไม่ว่าจะเป็นเอบีเอส (ABS), ไนลอน (Polyamide), โพลีคาร์บอเนต (PC) หรือโพลีโพรพิลีน (PP) ต่างก็มีพฤติกรรมการหลอมเหลวและคุณสมบัติทางกายภาพที่แตกต่างกันอย่างสิ้นเชิง ดังนั้น การนำพลาสติกที่มีความแตกต่างกันเหล่านี้มาวิ่งผ่านสกรูตัวเดียวกัน จึงเปรียบเสมือนการฝืนธรรมชาติของโครงสร้างพอลิเมอร์ และส่งผลเสียต่อเสถียรภาพของเครื่องจักรโดยตรง วันนี้เราจะมาวิเคราะห์เชิงวิชาการกันครับว่า ทำไมแนวทางนี้ถึงส่งผลเสียต่อโรงงานของลูกค้า และเราจะแก้ไขปัญหาเพื่อเปลี่ยนต้นทุนของเสียให้เป็นกำไรที่ยั่งยืนได้อย่างไรครับ
🔬 โครงสร้างโมเลกุลที่แตกต่าง: เหตุผลที่ สกรูตัวเดียวรันพลาสติกทุกชนิด ให้ประสิทธิภาพต่ำ
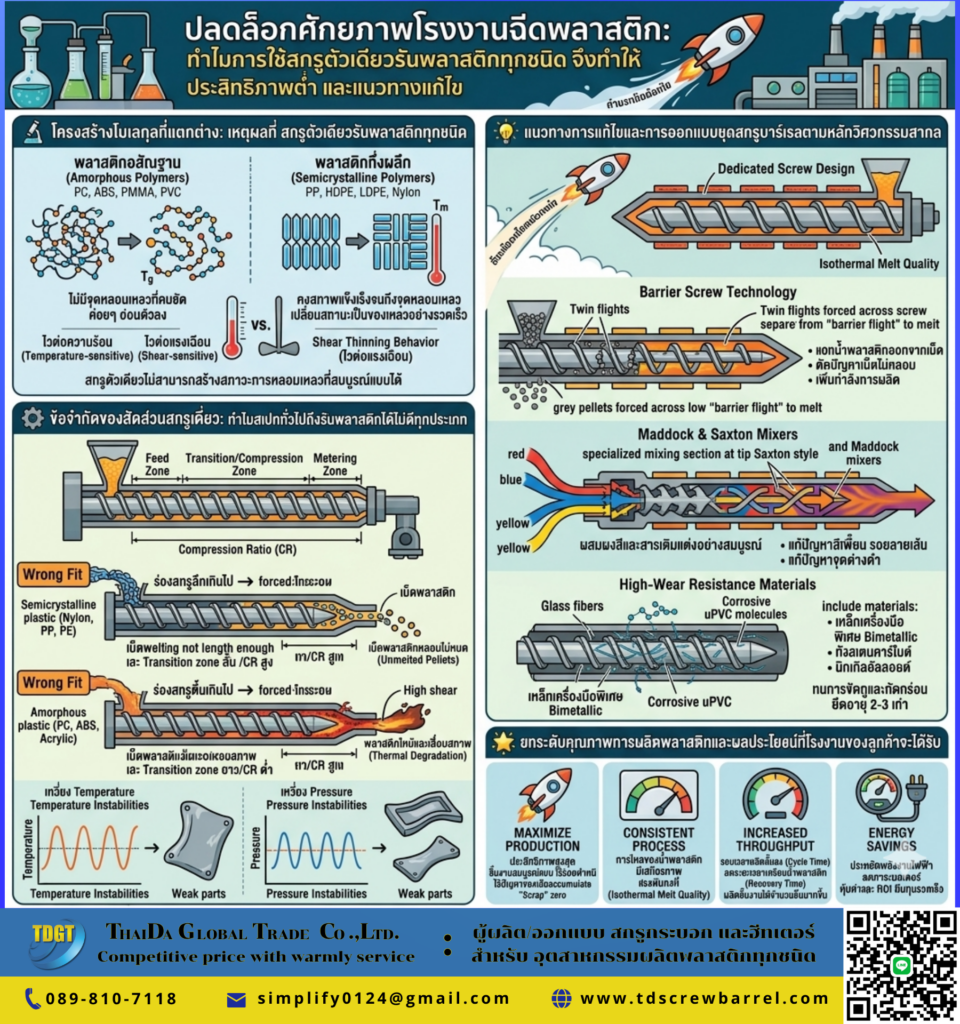
หากเราพิจารณาในเชิงลึกทางวิทยาศาสตร์และวิศวกรรมพอลิเมอร์ พลาสติกแต่ละชนิดจะถูกจัดกลุ่มตามโครงสร้างโมเลกุลหลักๆ เป็นพลาสติกอสัณฐาน (Amorphous Polymers) เช่น PC, ABS, PMMA, PVC และพลาสติกกึ่งผลึก (Semicrystalline Polymers) เช่น PP, HDPE, LDPE, Nylon โดยพลาสติกทั้งสองกลุ่มนี้มีพฤติกรรมการตอบสนองต่อความร้อนและแรงเฉือนที่ต่างกันอย่างสิ้นเชิง ยิ่งไปกว่านั้น พลาสติกอสัณฐานจะไม่มีจุดหลอมเหลวที่คมชัด แต่จะค่อยๆ อ่อนตัวลงเมื่ออุณหภูมิสูงกว่าจุดเปลี่ยนสถานะคล้ายแก้ว (Glass Transition Temperature – $T_g$)
ในทางตรงกันข้าม พลาสติกกึ่งผลึกจะคงสภาพเป็นของแข็งที่แข็งเกร็งจนกระทั่งอุณหภูมิสูงถึงจุดหลอมเหลว ($T_m$) จึงจะเปลี่ยนสถานะเป็นของเหลวอย่างรวดเร็ว นอกจากนี้ พอลิเมอร์แต่ละชนิดยังมีค่าความหนืดลื่น หรือพฤติกรรมการเฉือนบาง (Shear Thinning Behavior) ที่ไม่เท่ากัน บางชนิดความหนืดไวต่ออุณหภูมิ (Temperature-sensitive) ในขณะที่บางชนิดความหนืดไวต่อแรงเฉือน (Shear-sensitive)
ดังนั้น เมื่อลูกค้าพยายามเดินสายการผลิตโดยใช้ สกรูตัวเดียวรันพลาสติกทุกชนิด สกรูตัวนั้นจะไม่สามารถสร้างสภาวะการหลอมเหลวที่สมบูรณ์แบบให้กับพลาสติกได้ทุกตัว เช่น หากร่องสกรูลึกเกินไปสำหรับพลาสติกความหนืดต่ำ พลาสติกจะไม่ได้รับความร้อนและแรงเฉือนที่เพียงพอ ส่งผลให้เม็ดพลาสติกหลอมไม่หมด (Unmelted Pellets) หลุดรอดไปถึงหัวฉีด ในทางกลับกัน หากนำพลาสติกที่ไวต่อความร้อนสูงมาวิ่งในร่องสกรูที่ตื้นเกินไป แรงเฉือนสะสมที่รุนแรงจะทำลายพันธระโมเลกุลจนพลาสติกไหม้และเสื่อมสภาพ (Thermal Degradation) ทันทีครับ
⚙️ ข้อจำกัดของสัดส่วนสกรูเดี่ยว: ทำไมสเปกทั่วไปถึงรันพลาสติกได้ไม่ดีทุกประเภท
สกรูสำหรับเครื่องฉีดพลาสติกและเครื่องรีดพลาสติกทั่วไป (General Purpose Screw) มักจะถูกออกแบบมาให้อยู่ในเกณฑ์สายกลาง โดยแบ่งความยาวออกเป็น 3 โซนหลักๆ คือ โซนป้อน (Feed Zone), โซนย่อยสลายหรือโซนหลอมเหลว (Transition/Compression Zone) และโซนวัดปริมาณ (Metering Zone) ซึ่งการปรับแต่งสัดส่วนความยาวของแต่ละโซน รวมถึงอัตราส่วนกำลังอัด (Compression Ratio) นั้น ถือเป็นตัวแปรวิศวกรรมที่สำคัญที่สุดในการควบคุมอัตราการไหลและคุณภาพน้ำพลาสติก
อย่างไรก็ตาม การใช้ สกรูตัวเดียวรันพลาสติกทุกชนิด มักจะสร้างปัญหาคอขวดในกระบวนการผลิต เนื่องจากอัตราส่วนกำลังอัดที่เหมาะสมของพลาสติกแต่ละตัวไม่เท่ากัน ยกตัวอย่างเช่น:
1. พลาสติกกึ่งผลึก (เช่น Nylon, PP, PE)
พลาสติกกลุ่มนี้ต้องการโซนหลอมเหลว (Transition Zone) ที่ค่อนข้างสั้นและกระชับ ร่วมกับอัตราส่วนกำลังอัด (Compression Ratio) ที่สูง เพื่อบดอัดและรีดไล่อากาศออกไปให้หมด และต้องใช้ร่องโซนป้อนที่ลึกพอเพื่อ Conveying Solid Bed ได้อย่างมีประสิทธิภาพ
2. พลาสติกอสัณฐาน (เช่น PC, ABS, Acrylic)
พลาสติกกลุ่มนี้มีความไวต่อแรงเฉือนสูง หากได้รับแรงเฉือนที่หนาแน่นเกินไปโมเลกุลจะฉีกขาด ดังนั้น จึงต้องการโซนหลอมเหลวที่ยาวและมีความลาดชันที่นุ่มนวล (Long Transition Zone) พร้อมทั้งอัตราส่วนกำลังอัดที่ต่ำ และร่องโซนวัดปริมาณ (Metering Zone) ที่ลึกกว่า เพื่อป้องกันการไหม้และลดแรงบิด (Torque) ของมอเตอร์
เมื่อลูกค้าใช้สกรูทั่วไปรันพลาสติกทุกชนิด จึงทำให้ประสิทธิภาพต่ำลง เพราะร่องสกรูจะลึกเกินไปสำหรับพลาสติกชนิดหนึ่ง แต่จะตื้นเกินไปสำหรับพลาสติกอีกชนิดหนึ่ง ส่งผลให้เกิดการเหวี่ยงของอุณหภูมิและความดันในกระบวนการผลิต (Melt Temperature and Pressure Instabilities) ซึ่งเป็นสาเหตุหลักที่ทำให้ชิ้นงานบิดเบี้ยว ถดถอยด้านความแข็งแรง และเกิดของเสียจำนวนมากภายในโรงงานครับ
💡 แนวทางการแก้ไขและการออกแบบชุดสกรูบาร์เรลตามหลักวิศวกรรมสากล
เพื่อเพิ่มขีดความสามารถและสร้างความได้เปรียบทางการแข่งขันให้แก่โรงงานฉีดพลาสติกของลูกค้า การเลิกใช้ สกรูตัวเดียวรันพลาสติกทุกชนิด และหันมาพึ่งพาการออกแบบชุดสกรูบาร์เรลและระบบทำความร้อน (Heater) ที่มีความเฉพาะเจาะจงกับประเภทวัตถุดิบ (Dedicated Screw Design) จึงเป็นทางออกที่ดีที่สุดตามหลักวิศวกรรมระดับโลกครับ การเลือกสรรโครงสร้างสกรูขั้นสูงจะช่วยยกระดับคุณภาพน้ำพลาสติกให้มีความสม่ำเสมอเป็นเนื้อเดียวกัน (Isothermal Melt Quality) ได้อย่างน่าอัศจรรย์
นวัตกรรมการออกแบบที่เหมาะสมสำหรับพลาสติกแต่ละประเภท มีดังนี้ครับลูกค้า:
- Barrier Screw Technology: เหมาะสำหรับพลาสติกที่มีอัตราการหลอมเหลวสูง โครงสร้างสกรูจะมีร่องคู่คั่นด้วยสันบาร์เรียร์แคบๆ ช่วยแยกน้ำพลาสติกที่หลอมเหลวแล้วออกจากเม็ดพลาสติกที่ยังแข็งอยู่ ช่วยตัดปัญหาเม็ดพลาสติกหลอมไม่หมดได้อย่างเด็ดขาด และเพิ่มกำลังการผลิตขึ้นอย่างชัดเจนครับ
- Maddock & Saxton Mixers: ชิ้นส่วนช่วยผสมพิเศษบริเวณปลายสกรู ทำหน้าที่บดขยี้ จัดเรียงสายการไหล และกระจายสารเติมแต่ง ผงสี ให้เข้าเนื้อกันอย่างสมบูรณ์แบบ แก้ปัญหาเรื่องสีเพี้ยน รอยลายเส้น หรือจุดด่างดำบนชิ้นงานได้อย่างถาวร
- High-Wear Resistance Materials: สำหรับพลาสติกที่มีสารเติมแต่งขัดถูรุนแรง (เช่น ใยแก้ว) หรือสารกัดกร่อน (เช่น uPVC) ชุดสกรูบาร์เรลจะต้องผลิตจากเหล็กเครื่องมือพิเศษหรือ bimetallic liner ที่เคลือบด้วยทังสเตนคาร์ไบด์หรือนิกเกิลอัลลอยด์ เพื่อยืดอายุการใช้งานยาวนานขึ้น 2-3 เท่า
🌟 ยกระดับคุณภาพการผลิตพลาสติกและผลประโยชน์ที่โรงงานของลูกค้าจะได้รับ
เมื่อโรงงานฉีดพลาสติกของลูกค้าได้รับการปรับเปลี่ยนและคำนวณโครงสร้างสกรูให้มีความ “พอดี” และสอดคล้องกับพฤติกรรมของพอลิเมอร์แล้ว ประสิทธิภาพการผลิตจะถูกยกระดับขึ้นสู่อัตราสูงสุดในทันทีครับ ชิ้นงานพลาสติกที่ผลิตออกมาจะมีความสมบูรณ์แบบ ไร้รอยตำหนิ ผิวเงางาม และมีคุณสมบัติทางกลศาสตร์ที่สม่ำเสมอ ปราศจากปัญหาของเสีย (Scrap) สะสมที่คอยกัดกินกำไรของโรงงาน
นอกจากนี้ การไหลของน้ำพลาสติกที่มีเสถียรภาพและแรงดันที่คงที่ จะช่วยลดระยะเวลาในการเตรียมน้ำพลาสติก (Recovery Time) ส่งผลให้รอบเวลาการผลิต (Cycle Time) สั้นลง ผลิตชิ้นงานได้จำนวนชิ้นต่อชั่วโมงมากขึ้น ยิ่งไปกว่านั้น สกรูที่มีประสิทธิภาพเชิงกลศาสตร์ที่ดียังช่วยลดภาระงานของมอเตอร์ ทำให้มอเตอร์ใช้กระแสไฟฟ้าน้อยลง และประหยัดพลังงานไฟฟ้าของระบบทำความร้อนได้อย่างมหาศาล ถือเป็นการลงทุนที่คุ้มค่าและให้ผลตอบแทนคืนทุน (ROI) ที่รวดเร็วมากครับลูกค้า