คุณลูกค้าเคยไหมครับที่ต้องปวดหัวกับปัญหาหน้างานที่แก้ไม่ตกอย่างเรื่อง ชิ้นงานเกิด Silver Streak หรือฟองอากาศจากก๊าซ? ปัญหานี้เปรียบเสมือนฝันร้ายของโรงงานฉีดพลาสติกเลยครับ เพราะเมื่อไหร่ก็ตามที่ชิ้นงานพลาสติกส่งออกจากกระบวนการผลิตแล้วปรากฏรอยสีเงินคล้ายเส้นใยแมงมุม หรือมีฟองอากาศฝังอยู่ภายในเนื้อชิ้นงาน นั่นหมายความว่าอัตราการเกิดของเสีย (Scrap) ในโรงงานของคุณลูกค้าจะพุ่งสูงขึ้นทันที อีกทั้งยังทำให้สูญเสียความไว้วางใจจากลูกค้าปลายทางเนื่องจากคุณสมบัติทางกลศาสตร์เสื่อมถอยและขาดความสวยงามครับ
ดังนั้น การค้นหาต้นตอทางวิศวกรรมพอลิเมอร์จึงเป็นสิ่งที่คุณลูกค้าละเลยไม่ได้เลยครับ หลายโรงงานมักคิดว่าปัญหานี้เกิดจากความชื้นในเม็ดพลาสติกเพียงอย่างเดียว อย่างไรก็ตาม ในความเป็นจริงแล้ว หากอุณหภูมิการหลอมเหลวและการบดอัดน้ำพลาสติกภายในชุดกระบอกบาร์เรลและสกรูไม่มีความเสถียร หรือเกิดแรงเฉือน (Shear) ที่รุนแรงหนาแน่นเกินไป พันธะทางเคมีของโมเลกุลพลาสติกจะถูกทำลายจนแตกตัวกลายเป็นก๊าซสะสม และกลายมาเป็นรอยตำหนิสีเงินบนผิวชิ้นงานนั่นเองครับ
นอกจากนี้ ปัญหาเรื่องการดักจับอากาศและการระบายก๊าซที่ไม่สมบูรณ์ในระหว่างกระบวนการบดอัดน้ำพลาสติก ก็เป็นตัวแปรสำคัญที่ทำให้เกิดฟองก๊าซในเนื้อชิ้นงานครับ แต่คุณลูกค้าไม่ต้องกังวลใจไปนะครับ ปัญหานี้แก้ไขได้อย่างถาวรด้วยนวัตกรรมการออกแบบชุดสกรูและกระบอกพลาสติก (Dedicated Screw and Barrel Design) ที่เหมาะสมกับพฤติกรรมของพอลิเมอร์แต่ละเกรด ซึ่งจะช่วยไล่ก๊าซและฟองอากาศออกไปอย่างมีประสิทธิภาพ ช่วยให้โรงงานของคุณลูกค้าประหยัดต้นทุน ยกระดับผลผลิต และสร้างผลกำไรได้อย่างยั่งยืนแน่นอนครับ
🔬 กลไกทางเคมีและฟิสิกส์พอลิเมอร์: จุดเริ่มต้นของรอยเส้นสีเงินและก๊าซสะสม
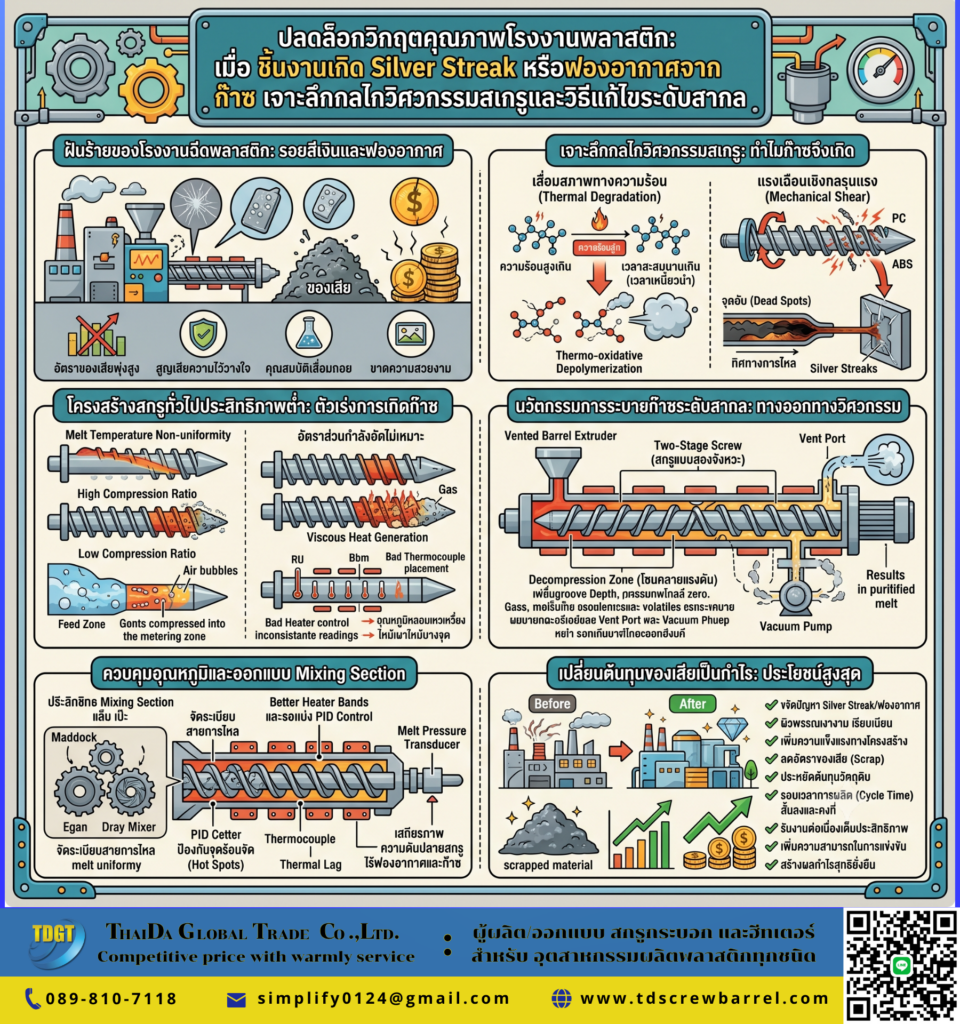
หากเราพิจารณาในเชิงวิชาการตามหลักวิทยาศาสตร์พอลิเมอร์ สภาวะที่ ชิ้นงานเกิด Silver Streak หรือ ฟองอากาศจากก๊าซ นั้น มีความเกี่ยวข้องอย่างลึกซึ้งกับพฤติกรรมการเสื่อมสภาพทางความร้อนของพลาสติก (Thermal Degradation) พลาสติกหรือพอลิเมอร์ทุกชนิดมีขีดจำกัดทางความร้อนและเวลาสะสมที่เรียกว่าสภาวะเสถียรภาพทางความร้อน (Thermal Stability) ดังนั้น หากพลาสติกได้รับความร้อนที่สูงเกินไป หรือติดค้างอยู่ในกระบอกบาร์เรลเป็นเวลานานเกินกว่าเวลาเหนี่ยวนำ (Induction Time) โมเลกุลของพอลิเมอร์จะเริ่มเกิดปฏิกิริยาแตกตัวทางเคมี (Thermo-oxidative Depolymerization) และปลดปล่อยก๊าซระเหยออกมาสะสมในน้ำพลาสติกครับ
นอกจากนี้ แรงเฉือนเชิงกล (Mechanical Shear) จากการหมุนของสกรูที่รุนแรงเกินไป ก็เป็นสาเหตุหลักที่ทำลายโซ่โมเลกุลพลาสติกจนฉีกขาดและกลายเป็นก๊าซระเหยได้เช่นกันครับ โดยเฉพาะอย่างยิ่งพลาสติกอสัณฐาน (Amorphous Polymers) เช่น Polycarbonate (PC) หรือ ABS ที่ไวต่อความร้อนสะสมและแรงเฉือนสูงมาก ยิ่งไปกว่านั้น หากภายในระบบกระบอกบาร์เรลเกิดจุดอับหรือจุดพักน้ำพลาสติก (Dead Spots / Material Stagnation) พลาสติกที่ติดค้างอยู่จะถูกเผาไหม้จนเสื่อมสภาพอย่างถาวร เมื่อพลาสติกไหม้เหล่านั้นหลุดรอดผ่านวาล์วควบคุมและหัวฉีด (Nozzle) เข้าสู่แม่พิมพ์ จึงทำให้แสดงออกมาในรูปแบบของรอย Silver Streak สีเงินตามทิศทางการไหลของน้ำพลาสติกบนผิวชิ้นงานทันทีครับ
⚙️ โครงสร้างสกรูทั่วไปประสิทธิภาพต่ำ: ปัจจัยสำคัญที่ทำให้เกิดก๊าซและฟองอากาศ
การเลือกใช้สกรูอเนกประสงค์ทั่วไป (General Purpose Screw) มาวิ่งงานพลาสติกที่มีความหนืดหรือมีความไวต่อความร้อนสูง มักจะเป็นตัวเร่งที่ทำให้ ชิ้นงานเกิด Silver Streak หรือ ฟองอากาศจากก๊าซ ได้ง่ายขึ้นครับ เนื่องจากการออกแบบสัดส่วนความลึกของร่องสกรูในโซนวัดปริมาณ (Metering Zone) และอัตราส่วนกำลังอัด (Compression Ratio) ที่ไม่สอดคล้องกับวัตถุดิบ จะทำให้การบดอัดเนื้อพลาสติกขาดเสถียรภาพ ยกตัวอย่างเช่น หากสเกรูมีอัตราส่วนกำลังอัดที่สูงเกินไป พลาสติกกลุ่ม polyolefins หรือพลาสติกวิศวกรรมจะถูกรีดเค้นจนเกิดความร้อนจากแรงเฉือนสะสม (Viscous Heat Generation) มหาศาล ซึ่งความร้อนที่เกินควบคุมนี้จะไปทำลายโครงสร้างพอลิเมอร์ให้กลายเป็นก๊าซฝังในน้ำพลาสติกครับ
ในทางตรงกันข้าม หากอัตราส่วนกำลังอัดต่ำเกินไป ร่องสกรูจะไม่สามารถบดอัดและบีบไล่อากาศที่ติดมากับเม็ดพลาสติกจากโซนป้อน (Feed Zone) ให้ไหลย้อนกลับออกไปทางกรวยป้อนได้หมด Air bubbles หรืออากาศที่หลุดรอดมานี้จะถูกปั๊มส่งต่อไปยังโซนมิเตอริ่งจนกลายเป็นฟองอากาศก๊าซฝังตัวแน่นอยู่ในเนื้อชิ้นงาน นอกจากนี้ ระบบควบคุมความร้อนของ Heater ที่มีประสิทธิภาพต่ำ หรือการติดตั้ง Thermocouple ที่ไม่ได้มาตรฐาน จะทำให้การอ่านค่าอุณหภูมิคลาดเคลื่อนไปจากความเป็นจริง นำไปสู่สภาวะอุณหภูมิหลอมเหลวเหวี่ยง (Melt Temperature Non-uniformity) และเกิดการไหม้เผาไหม้ในบางจุดสะสมจนชิ้นงานเสียหายในที่สุดครับ
💨 นวัตกรรมการระบายก๊าซระดับสากล: ทางออกทางวิศวกรรมเพื่อขจัดรอย Silver Streak
เพื่อขจัดปัญหา ชิ้นงานเกิด Silver Streak หรือฟองอากาศจากก๊าซ ให้หมดไปจากโรงงานของคุณลูกค้าอย่างถาวร แนวทางสากลจึงมุ่งเน้นไปที่การปฏิวัติระบบไล่ก๊าซและความชื้นภายในกระบอกบาร์เรลด้วยเทคโนโลยี Vented Barrel Extruder ร่วมกับการใช้ Two-Stage Screw หรือสกรูแบบสองจังหวะครับ โครงสร้างของสกรูสองจังหวะจะถูกออกแบบให้มีโซนคลายแรงดันหรือโซนลดกำลังอัด (Decompression Zone) อยู่ที่บริเวณตำแหน่งช่องระบายก๊าซ (Vent Port) พอดีครับ
ในโซนลดกำลังอัดนี้ ร่องของสกรูจะถูกออกแบบให้มีความลึกเพิ่มขึ้นอย่างทันทีทันใด ทำให้น้ำพลาสติกหลอมเหลวเกิดการคลายความดันจนเกือบเป็นศูนย์ ส่งผลให้ก๊าซระเหย ความชื้นที่ตกค้าง และสารระเหย (Volatiles) ต่างๆ ที่ฝังตัวอยู่ภายในเนื้อพลาสติก สามารถหลุดลอยแยกตัวออกมาได้อย่างง่ายดาย จากนั้น ก๊าซระเหยเหล่านี้จะถูกดูดสกัดออกจากระบบอย่างรวดเร็วผ่านช่อง Vent Port ด้วยระบบปั๊มสูญญากาศ (Vacuum Pump) ทำให้น้ำพลาสติกที่เคลื่อนที่ผ่านไปยังสเตจที่สองมีความบริสุทธิ์ ไร้ฟองก๊าซเจือปน สกรูสองจังหวะจึงเป็นกุญแจสำคัญที่ล้างปัญหารอยเส้นสีเงินสีฝ้าบนผิวงานได้อย่างเด็ดขาดครับ
❄️ การควบคุมอุณหภูมิและการออกแบบ Mixing Section เพื่อเนื้อพลาสติกที่สมบูรณ์
นอกเหนือจากการใช้ระบบระบายก๊าซแล้ว การออกแบบชุดหัวผสมหรือ Mixing Sections บนตัวสกรู ก็นับเป็นเครื่องมือวิศวกรรมที่ทรงคุณค่าในการแก้ปัญหา ชิ้นงานเกิด Silver Streak หรือฟองอากาศจากก๊าซ เช่นกันครับ การเลือกใช้หัวผสมแบบกระจายแรงเฉือนอย่างพอเหมาะ (เช่น Maddock Mixing Section หรือชนิดเกลียวเฉียงอย่าง Egan และ Dray Mixer) จะช่วยทำหน้าที่บดขยี้และเกลี่ยน้ำพลาสติกให้หลอมละลายอย่างทั่วถึงเท่ากันหมดทั้งระบบ ช่วยจัดระเบียบสายการไหล และช่วยป้องกันไม่ให้เกิดจุดร้อนจัดสะสม (Hot Spots) ซึ่งเป็นต้นตอของการเกิดก๊าซไหม้ในเนื้อพอลิเมอร์ครับ
อย่างไรก็ตาม การควบคุมอุณหภูมิของกระบอกบาร์เรลด้วยระบบสัดส่วน (Proportional Control) หรือระบบ PID และการเลือกใช้ปลอกฮีตเตอร์ (Heater Bands) คุณภาพสูงก็มีความสำคัญอย่างยิ่งยวดครับ การวางตำแหน่ง Thermocouple วัดอุณหภูมิให้ลึกและใกล้ชิดกับผนังด้านในบาร์เรลมากที่สุด จะช่วยให้ระบบสามารถอ่านค่าและควบคุมอุณหภูมิได้อย่างแม่นยำ ไม่เกิดสภาวะความร้อนโอเวอร์ค้าง (Thermal Lag) นอกจากนี้ การประเมินเสถียรภาพความดันปลายสกรูด้วยเซนเซอร์ตรวจวัดความดันน้ำพลาสติก (Melt Pressure Transducer) จะช่วยทำให้วิศวกรโรงงานของคุณลูกค้ามั่นใจได้ว่า น้ำพลาสติกหลอมเหลวจะถูกฉีดเข้าสู่แม่พิมพ์ด้วยแรงดันที่นิ่งสนิท ไร้ฟองอากาศและก๊าซหลุดรอดไปทำลายคุณภาพชิ้นงานครับ
🌟 เปลี่ยนต้นทุนของเสียเป็นกำไร: ประโยชน์สูงสุดที่โรงงานของคุณลูกค้าจะได้รับ
เมื่อโรงงานฉีดพลาสติกของคุณลูกค้าได้รับการปรับปรุงโครงสร้างสกรูบาร์เรลและระบบไล่ก๊าซอย่างถูกต้องตามหลักวิศวกรรมสากลแล้ว คุณลูกค้าจะพบความเปลี่ยนแปลงในเชิงบวกด้านคุณภาพอย่างชัดเจนทันทีครับ ปัญหาหน้างานเรื่อง ชิ้นงานเกิด Silver Streak หรือฟองอากาศจากก๊าซ จะถูกขจัดออกไปอย่างสิ้นเชิง ชิ้นงานพลาสติกทุกชิ้นที่ผลิตออกมาจะมีผิวพรรณที่เงางาม เรียบเนียน ไร้รอยด่างฝ้าสีเงิน และปราศจากฟองก๊าซฝังในเนื้อชิ้นงาน ช่วยยกระดับความแข็งแรงทางโครงสร้างให้ได้มาตรฐานสูงสุด ปราศจากปัญหาชิ้นงานเปราะแตกง่ายจากโพรงอากาศภายในเนื้อครับ
นอกจากนี้ การลดอัตราการเกิดของเสีย (Scrap) ให้เหลือน้อยที่สุด จะช่วยประหยัดต้นทุนวัตถุดิบพลาสติกพรีเมียมของคุณลูกค้าได้อย่างมหาศาล อีกทั้งยังช่วยลดระยะเวลาในการตรวจสอบคุณภาพและลดความสูญเสียจากการหยุดเครื่องจักรลง (Downtime Reduction) ส่งผลให้รอบเวลาการผลิต (Cycle Time) สั้นลงและคงที่ เครื่องจักรสามารถรันงานปั๊มผลผลิตได้อย่างต่อเนื่องเต็มประสิทธิภาพสูงสุด เพิ่มความสามารถในการแข่งขันและสร้างผลกำไรสุทธิให้แก่โรงงานของคุณลูกค้าได้อย่างงดงามและยั่งยืนครับ