โรงงานพลาสติกกำลังเจอปัญหากำลังการผลิตตกต่ำ ของเสียพุ่งสูง หรือแรงดันหน้าดายแปรปรวนอยู่ใช่ไหมครับ? มาร่วมเจาะลึกวิชาการระดับโลกเกี่ยวกับ ผลกระทบของ Screw Clearance ต่อคุณภาพงานรีด เพื่อปลดล็อกกำไรมหาศาลกันครับ!
ลูกค้าเคยสังเกตไหมครับว่า ทำไมเครื่องรีดพลาสติก (Extruder) ที่เคยเดินเครื่องได้อย่างทรงพลังในอดีต พอใช้งานไปสักระยะหนึ่งกลับเริ่มส่งสัญญาณเตือนแปลกๆ ออกมา? ไม่ว่าจะเป็นอาการกำลังการผลิตที่ค่อยๆ หดหายลงไปอย่างต่อเนื่อง รอบความเร็วสกรูหมุนเท่าเดิมแต่เนื้อพลาสติกกลับไหลออกมาน้อยลงอย่างน่าใจหาย หรือบางครั้งก็เกิดการผันผวนของแรงดันหลอมเหลวที่หัวไดจนทำให้ขนาดมิติของชิ้นงานพลาสติกเกิดความคลาดเคลื่อนหนาบางไม่สม่ำเสมอ ปัญหาชวนปวดหัวเหล่านี้เปรียบเสมือนฝันร้ายที่คอยกัดกินต้นทุนวัตถุดิบและสร้างขยะของเสียสะสมจำนวนมากให้แก่โรงงานพลาสติกในแต่ละวันครับ
อย่างไรก็ตาม อาการผิดปกติแฝงเหล่านั้นมักจะมีจุดเริ่มต้นมาจากสิ่งเล็กๆ ทางกลศาสตร์ที่เราเรียกกันว่า “ช่องว่างระหว่างยอดเกลียวสกรูกับผนังกระบอกสูบ” ครับ การทำความเข้าใจอย่างถ่องแท้ในหลักการวิศวกรรมเรื่อง ผลกระทบของ Screw Clearance ต่อคุณภาพงานรีด จึงเป็นกุญแจสำคัญที่จะช่วยเสาะหาต้นตอและพลิกฟื้นกระบวนการผลิตพลาสติกของลูกค้าให้กลับมาทำงานได้อย่างสมบูรณ์แบบ วันนี้ผมในฐานะที่ปรึกษาและผู้เชี่ยวชาญการออกแบบสกรูกระบอกสูบระดับโลก จะพาลูกค้าไปไขความลับเชิงวิชาการสากลที่จะช่วยเปลี่ยนชิ้นงานของเสียให้กลายเป็นสินค้าเกรดพรีเมียม และสร้างกำไรเข้าสู่โรงงานพลาสติกอย่างยั่งยืนที่สุดกันครับ 🔩✨
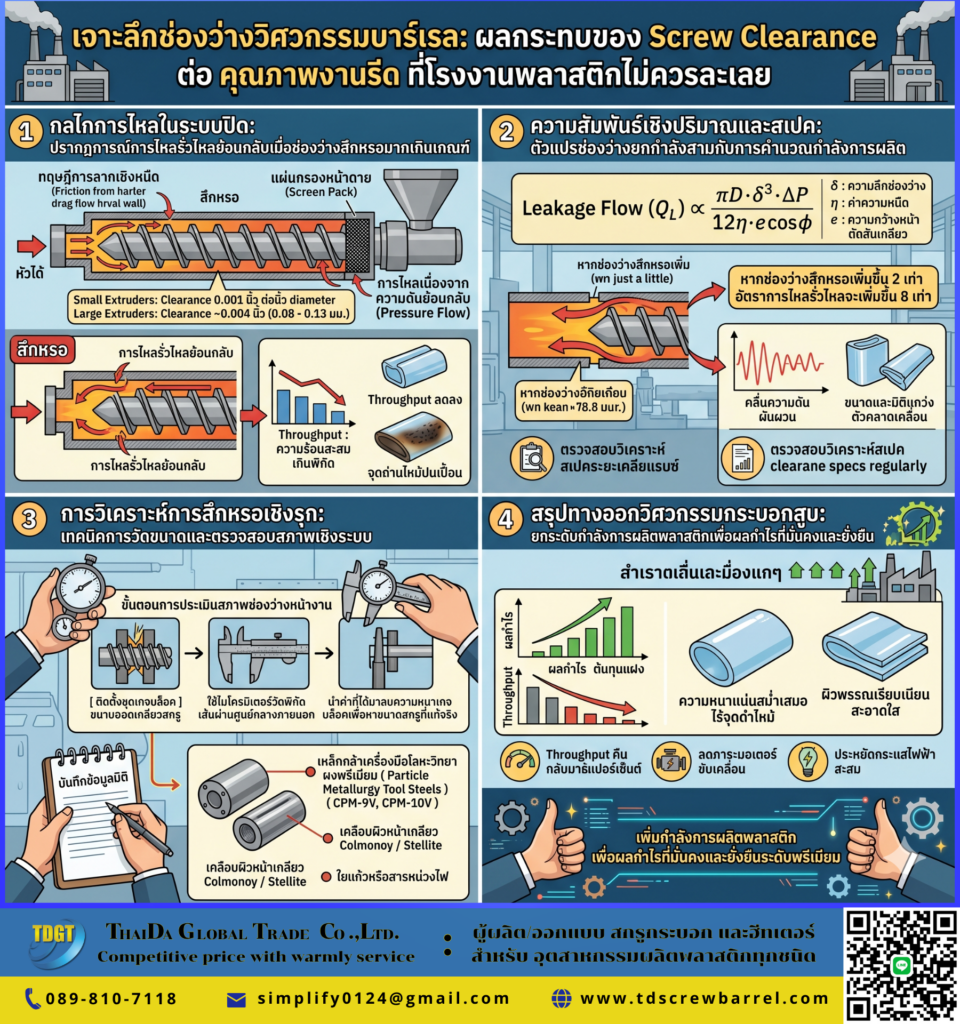
กลไกการไหลในระบบปิด: ปรากฏการณ์การไหลรั่วไหลย้อนกลับที่เกิดขึ้นเมื่อช่องว่างสึกหรอมากเกินเกณฑ์ 📐🌡️
กระบวนการส่งผ่านพลังงานในเครื่องรีดสกรูเดี่ยวอิงตามกลไกที่เรียกว่า “ทฤษฎีการลากเชิงหนืด” (Drag Flow) เป็นพารามิเตอร์หลักครับ โดยเนื้อพลาสติกที่หลอมเหลวภายในช่องเกลียวจะถูกแรงเสียดทานจากผนังกระบอกสูบที่อยู่นิ่งลากจูงให้เคลื่อนตัวไปข้างหน้ามุ่งสู่หัวได นอกจากนี้ การเพิ่มแผ่นกรองหน้าดาย (Screen Pack) เพื่อดักจับสิ่งสกปรก จะสร้างแรงต้านทางไหลส่งผลให้เกิดพารามิเตอร์อีกตัวหนึ่งสะท้อนกลับมา นั่นคือ “การไหลเนื่องจากความดันย้อนกลับ” (Pressure Flow) ที่พยายามดันให้พลาสติกหลอมเหลวไหลย้อนกลับไปทางฮอปเปอร์ป้อนสารครับ
อย่างไรก็ตาม หากพารามิเตอร์ช่องว่างดังกล่าวเกิดการสึกหรอขยายขนาดกว้างเกินเกณฑ์มาตรฐานสากล มวลพลาสติกหลอมละลายบางส่วนจะถูกแรงดันดันให้ไหลข้ามยอดเกลียวถอยหลังกลับไป ซึ่งเราเรียกว่า “การไหลรั่วไหลย้อนกลับ” (Leakage Flow) ครับ ปรากฏการณ์นี้ไม่เพียงแต่จะฉุดกระชากสมรรถนะการปั๊มให้ดิ่งลงจนทำให้ Throughput รวมลดลงอย่างรุนแรงเท่านั้น นอกจากนี้ มวลสารพลาสติกหลอมเหลวที่ไหลวนเวียนม้วนตลบข้ามยอดเกลียวไปมา จะถูกบดบี้ด้วยแรงเฉือนที่เข้มข้นจนเกิดความร้อนสะสมเกินพิกัด ทำให้สารคงสภาพความร้อนสลายตัวทางเคมีและกลายเป็นจุดถ่านไหม้ปนเปื้อนลงบนผิวงานพลาสติกทันทีครับ
ความสัมพันธ์เชิงปริมาณและสเปค: ตัวแปรช่องว่างยกกำลังสามกับการคำนวณกำลังการผลิตในสภาวะความดันผันผวน 🔬📈
ในการประเมินประสิทธิภาพการไหลน้ำพลาสติกหลอมเหลวตามสมการทางคณิตศาสตร์ที่เป็นมาตรฐานสากล จะเห็นพารามิเตอร์ที่แปรผันตรงกับช่องว่างอย่างชัดเจนครับ การสูญเสียปริมาณพลาสติกจากการไหลรั่วไหลย้อนกลับ มีสมการความสัมพันธ์เชิงเส้นตรงแปรผันตาม “ค่าความลึกของช่องว่างยกกำลังสาม” เลยทีเดียวครับ ดังนั้น หากช่องว่างสึกหรอห่างเพิ่มขึ้นเพียงแค่สองเท่า อัตราการไหลรั่วไหลถอยหลังจะทวีความรุนแรงพุ่งสูงขึ้นถึงแปดเท่าตัวตามหลักคำนวณกลศาสตร์ของไหลครับ
นอกจากนี้ ปรากฏการณ์แปรปรวนนี้ยังกระตุ้นให้เกิดคลื่นความดันผันผวนไม่คงที่สะสมบริเวณหน้าดาย (Surging) ครับ อย่างไรก็ตาม เมื่อช่องว่างห่างเกินไป สกรูจะไม่สามารถสร้างแรงขับที่นิ่งสม่ำเสมอได้ ทำให้พลาสติกหลอมเหลวพุ่งฉีดออกแบบขาดๆ หายๆ ส่งผลเสียทำให้ขนาดและมิติชิ้นงานแกว่งตัวคลาดเคลื่อนจนกลายเป็นของเสียสะสมจำนวนมาก ดังนั้น การตรวจสอบวิเคราะห์สเปคระยะเคลียแรนซ์อย่างสม่ำเสมอ จึงเป็นเทคนิคเชิงลึกในการควบคุมเสถียรภาพความดัน ป้องกันพลาสติกไหลสะดุด และเสริมสร้างการทำงานให้มีประสิทธิภาพสูงสุดตามทฤษฎีวิศวกรรมพอลิเมอร์สากลครับ
การวิเคราะห์การสึกหรอเชิงรุก: เทคนิคการวัดขนาดและตรวจสอบสภาพเชิงระบบเพื่อความคุ้มค่าสูงสุดในระยะยาว 🔗🛠️
เพื่อป้องกันไม่ให้สายการผลิตของลูกค้าเกิดความเสียหายจนต้องหยุดเครื่องจักรอย่างกะทันหัน การนำกระบวนการตรวจสอบสภาพสึกหรอเชิงระบบ (Systematic Maintenance) เข้ามาใช้จึงเป็นกลยุทธ์ที่สร้างความคุ้มค่าได้อย่างมหาศาลครับ ตามมาตรฐานคู่มือสากลระบุว่า วิธีการประเมินระยะสึกหรอที่ถูกต้องและแม่นยำที่สุดหน้างาน สามารถทำได้โดยใช้อุปกรณ์เกจวัดกระบอกสูบ (Cylinder Gauges) ร่วมกับการประยุกต์ใช้แผ่นเกจบล็อคพิกัดความหนา (Gauge Blocks) ควบคู่กับไมโครมิเตอร์ในการวัดตรวจสอบยอดเกลียวสกรูครับ
นอกจากนี้ การบันทึกข้อมูลมิติเหล่านี้เก็บไว้เป็นฐานข้อมูลอ้างอิงประจำโรงงานพลาสติก จะช่วยให้วิศวกรสามารถคำนวณอายุการใช้งานและวางแผนซ่อมบำรุงล่วงหน้าได้อย่างแม่นยำครับ อย่างไรก็ตาม นวัตกรรมการเลือกสรรวัสดุฐานเพื่อเพิ่มความทนทานต่อการสึกหรอถือเป็นหัวใจสำคัญอย่างยิ่ง โดยวิศวกรสามารถเลือกใช้เหล็กกล้าเครื่องมือโลหะวิทยาผงพรีเมียม (Particle Metallurgy Tool Steels) เช่น เกรด CPM-9V หรือ CPM-10V ร่วมกับการเคลือบผิวหน้าเกลียวด้วยโลหะอัลลอยด์พิเศษหนาพิเศษ เช่น กลุ่ม Colmonoy หรือ Stellite เพื่อเพิ่มเสถียรภาพในการปั๊มสารพลาสติกผสมใยแก้วหรือสารหน่วงไฟที่มีฤทธิ์กัดกร่อนและขัดถูรุนแรงได้อย่างยอดเยี่ยมครับ
สรุปทางออกวิศวกรรมกระบอกสูบ: ยกระดับกำลังการผลิตพลาสติกเพื่อผลกำไรที่มั่นคงและยั่งยืนระดับพรีเมียม 🥇⚡
นอกจากนี้ เมื่อโรงงานพลาสติกของลูกค้าได้รับการปรับสมดุลพิกัดช่องว่าง Screw Clearance ให้อยู่ในสเปคการไหลที่สมบูรณ์แบบแล้ว ผลลัพธ์อันน่าอัศจรรย์ใจจะสะท้อนกลับมาสู่ผลประกอบการในทันทีครับ ชิ้นงานพลาสติกหลอมละลายที่ดันผ่านหน้าดายจะมีความหนาแน่นสม่ำเสมอ ผิวพรรณเรียบเนียนสะอาดใส ไร้จุดดำไหม้ตำหนิกวนใจ และที่สำคัญที่สุดคือ ลูกค้าจะได้กำลังการผลิต (Throughput) คืนกลับมาเต็มร้อยเปอร์เซ็นต์ ช่วยลดภาระการทำงานของมอเตอร์ขับเคลื่อน และประหยัดกระแสไฟฟ้าสะสมในโรงงานได้อย่างยอดเยี่ยมที่สุดครับ
หากโรงงานของลูกค้ากำลังเผชิญปัญหากำลังการผลิตตกต่ำ ของเสียพุ่งสูง หรือต้องการผู้เชี่ยวชาญเข้าไปช่วยตรวจสอบ วัดขนาดพิกัด และออกแบบชุดสกรูบาร์เรลรวมถึงเครื่องทำความร้อน (Heater) เพื่อเพิ่มประสิทธิภาพเชิงกลไกให้แมตช์สัมพันธ์กันอย่างสมบูรณ์แบบ สามารถติดต่อทีมวิศวกรระดับโลกของเราเข้ามาดูแลและคำนวณพิกัดหน้างานให้ลูกค้าได้เลยนะครับ เราพร้อมยืนหยัดเป็นคู่คิดพันธมิตรวิศวกรรมพลาสติกเพื่อช่วยลีนต้นทุนแฝง ปั๊มผลผลิต และเสริมสร้างผลกำไรให้โรงงานของลูกค้าเติบโตอย่างแข็งแกร่งและยั่งยืนไปด้วยกันครับ!