เพิ่มกำลังผลิตพลาสติกแต่ไม่อยากซื้อเครื่องใหม่? มาดูเคล็ดลับการออกแบบและปรับแต่งชุดสกรูบาร์เรลระดับโลกที่จะช่วยเพิ่ม Throughput ให้โรงงานคุณทันตาเห็น!
สวัสดีครับลูกค้าทุกท่าน 😊 ใครที่กำลังบริหาร โรงงานฉีดพลาสติก หรือโรงงานรีดท่อ รีดฟิล์มพลาสติกอยู่ในประเทศไทย แล้วกำลังเจอกับปัญหาปวดหัวชวนเครียด เพราะกำลังผลิตต่ำกว่าเป้าหมายที่ตั้งไว้ (Low Throughput) ผลิตชิ้นงานออกมาได้น้อยชิ้นต่อชั่วโมงจนส่งมอบงานให้ลูกค้าไม่ทันตามกำหนด หรือบางครั้งเครื่องจักรก็เกิดปัญหาหยุดทำงานบ่อยครั้ง (Frequent Downtime) จากปัญหาสกรูบาร์เรลสึกหรอเร็ว หรือมีเศษพลาสติกไหม้ติดค้างเกาะแน่น (Degradation) จนต้องหยุดเครื่องเพื่อล้างทำความสะอาดบ่อยๆ แถมนี่ยังไม่นับรวมปัญหาของเสีย (Scrap) จำนวนมหาศาลที่เกิดขึ้นระหว่างกระบวนการผลิต ซึ่งทำให้ต้นทุนวัตถุดิบและค่าไฟฟ้าพุ่งสูงขึ้นเรื่อยๆ จนส่งผลกระทบต่อผลกำไรอย่างหลีกเลี่ยงไม่ได้เลยใช่ไหมครับ
ดังนั้น หลายท่านจึงอาจจะกำลังคิดว่าหนทางเดียวที่จะแก้ปัญหาเหล่านี้และเพิ่มกำลังผลิตให้ทันต่อความต้องการของตลาดได้ คือการลงทุนควักเงินก้อนโตเพื่อซื้อเครื่องจักรเครื่องใหม่เข้ามาติดตั้งเพิ่มเติมในโรงงาน อย่างไรก็ตาม ในฐานะผู้เชี่ยวชาญและที่ปรึกษาระดับโลกด้านการผลิต ออกแบบ ชุดสกรูและกระบอก (Screw & Barrel) สำหรับโรงงานอุตสาหกรรมพลาสติก ผมอยากจะบอกข่าวดีกับลูกค้าทุกท่านว่าลูกค้าไม่จำเป็นต้องเสียเงินหลักล้านไปกับการซื้อเครื่องจักรใหม่เลยครับ เพราะแท้จริงแล้วหัวใจสำคัญที่สุดในการกำหนดกำลังผลิตและคุณภาพของน้ำพลาสติกนั้น ไม่ได้อยู่ที่ตัวเครื่องจักรภายนอก แต่อยู่ที่การปรับปรุงและออกแบบ “ชุดสกรูและกระบอก” ที่เปรียบเสมือนเป็นหัวใจและปั๊มเชิงปริมาตร (Volumetric Pump) ของระบบต่างหากครับ ⚙️✨
เจาะลึกกลไกวิชาการ: ทำไมสกรูและกระบอกจึงเป็นกุญแจสำคัญในการเพิ่มกำลังผลิต 🧪📖
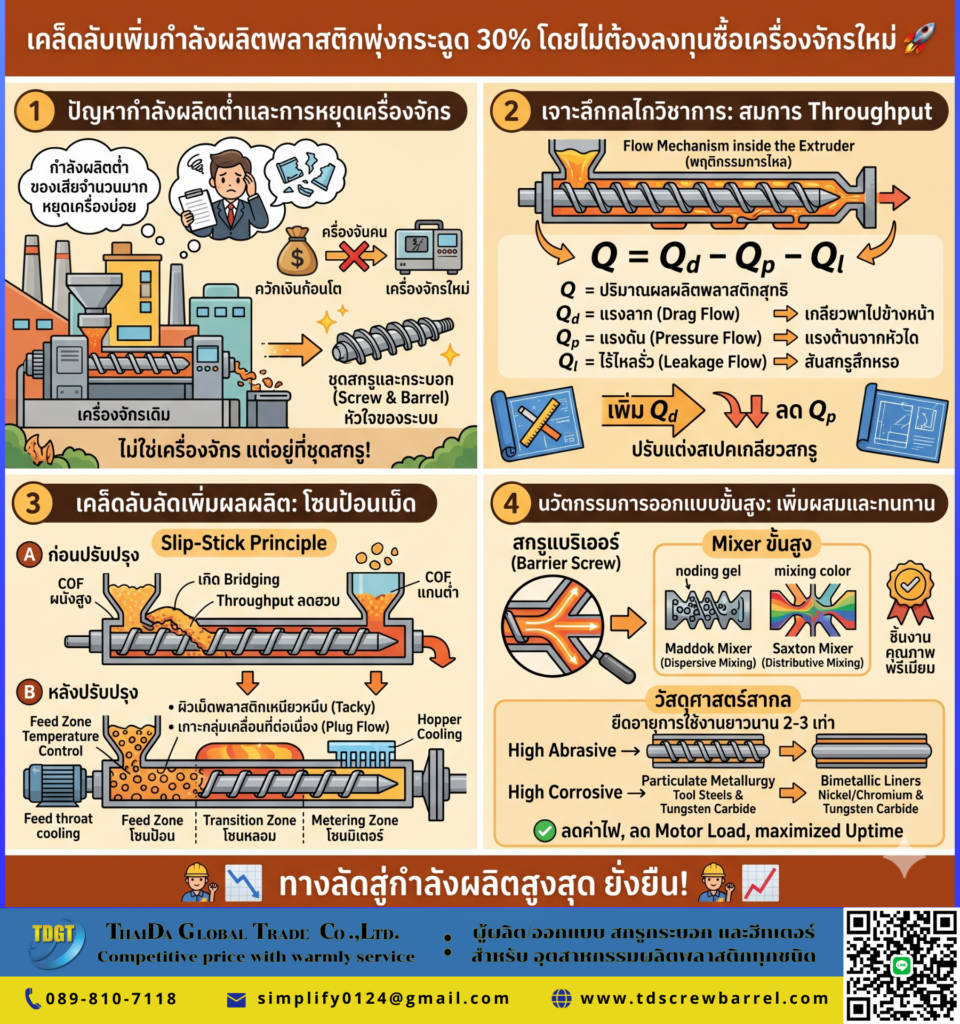
ตามหลักการทางวิชาการและวิศวกรรมการอุตสาหกรรมพลาสติก (Polymer Processing Technology) นั้น เครื่องเอกซ์ทรูเดอร์หรือเครื่องฉีดพลาสติกทำงานโดยอาศัยกลไกการลำเลียงและการหลอมเหลวพลาสติกผ่านชุดสกรูบาร์เรล โดยมีพฤติกรรมของวัสดุพอลิเมอร์ที่ไหลอยู่ภายในช่องสกรู (Flow Mechanism inside the Extruder) เป็นตัวกำหนด Throughput ทั้งหมด นอกจากนี้ กำลังผลิตหรือปริมาณผลผลิตพลาสติกสุทธิ ที่ไหลออกจากปลายสกรูนั้น สามารถคำนวณและอธิบายได้ด้วยสมการความสัมพันธ์เชิงวิศวกรรมศาสตร์ตามหลักสากล ดังนี้ครับ
ดังนั้น จากสมการเชิงวิชาการนี้ ลูกค้าจะเห็นได้อย่างชัดเจนเลยครับว่า หากลูกค้าต้องการที่จะ เพิ่มกำลังผลิต ให้ได้สูงสุด ลูกค้าจำเป็นต้องเพิ่มค่า ให้ได้มากที่สุด และลดค่าความดันต้านกลับหรือหักล้างแนว Pressure Flow ลงให้ได้มากที่สุด ซึ่งสิ่งเหล่านี้สามารถจัดการและเนรมิตขึ้นมาใหม่ได้ด้วยการปรับแต่งสเปคและปรับปรุงการออกแบบโครงสร้างเชิงเรขาคณิต (Screw Geometry) ของตัวสกรูให้มีความแม่นยำและเหมาะสมกับประเภทวัตถุดิบและเกรดเม็ดพลาสติกที่ลูกค้าใช้อยู่ในโรงงานโดยเฉพาะนั่นเองครับ ไม่ว่าจะเป็นการปรับขนาด channel depth, ความยาวของส่วน feed section, transition section และ metering section เพื่อให้กระบวนการ Conveying, Melting และ Mixing เกิดขึ้นได้อย่างสมบูรณ์แบบและสมดุลที่สุดครับ
เคล็ดลับลัดเพิ่มผลผลิตสูงสุด: ปรับปรุงโซนการลำเลียงเม็ดพลาสติกให้ทรงประสิทธิภาพ 🛒🔥
ในกระบวนการทำงานของสกรูกลุ่มเทอร์โมพลาสติกนั้น พลาสติกจะเคลื่อนที่ผ่าน 3 โซนหลัก โดยเริ่มจากโซนป้อน (Feed Zone) ซึ่งมีหน้าที่ลำเลียงเม็ดพลาสติก (Solids Conveying) จากฮอปเปอร์ส่งต่อไปยังโซนหลอมละลาย (Transition Zone) เพื่อบดอัดและหลอมละลาย และส่งต่อไปยังโซนมิเตอร์ริ่ง (Metering Zone) เพื่อสร้างแรงดันสม่ำเสมอส่งน้ำพลาสติกเข้าสู่อะแดปเตอร์และหัวได นอกจากนี้ การที่ลูกค้าจะเพิ่มปริมาณ Drag Flow เพื่อ เพิ่มกำลังผลิต ได้นั้น จุดเริ่มต้นที่สำคัญที่สุดคือลูกค้าต้องทำให้เกิดกลไกที่เรียกว่า “Slip-Stick Principle” ในโซนป้อนอย่างมีประสิทธิภาพสูงสุดครับ
หลักการอ้างอิงทางวิชาการระบุไว้ว่า เงื่อนไขที่เหมาะสมที่สุดในการลำเลียงพลาสติกทรงตัน (Optimum Conditions for Solids Conveying) คือต้องทำให้เม็ดพลาสติกมีสัมประสิทธิ์ความเสียดทาน (Coefficient of Friction หรือ COF) กับผนังกระบอกสูบที่สูงมาก เพื่อให้เม็ดพลาสติกเกาะติดและเคลื่อนที่ไปตามกระบอกได้ดี แต่ในทางกลับกัน ต้องทำให้เม็ดพลาสติกมีค่า COF กับผิวแกนสกรูที่ต่ำที่สุด เพื่อให้เม็ดพลาสติกลื่นไถลและถูกพุชไปข้างหน้าอย่างรวดเร็วโดยไม่หมุนค้างติดไปพร้อมกับสกรู ดังนั้น การควบคุมอุณหภูมิในโซนป้อน (Feed Zone Temperature Control) และการใช้ระบบหล่อเย็นที่บริเวณคอฮอปเปอร์ (Feed Throat Cooling Jacket) จึงเป็นสิ่งที่คุณสมบัติทางกระบวนการผลิตขาดไม่ได้เด็ดขาดเลยครับ
หากอุณหภูมิบริเวณคอกระบอกร้อนเกินไป เม็ดพลาสติกจะหลอมละลายเร็วกว่ากำหนดจนเกิดการจับตัวเป็นก้อนแข็งขวางทางไหล หรือที่เรียกว่าเกิดปัญหาการบริดจิ้ง (Bridging) ขวางช่องทางป้อนพลาสติก ส่งผลให้ Throughput ลดฮวบหรือกลายเป็นศูนย์ทันที แต่หากปรับแต่งอุณหภูมิกระบอกโซนแรกให้พอดีจนผิวเม็ดพลาสติกเริ่มมีความเหนียวหนึบ (Tacky) พอเหมาะ เม็ดพลาสติกจะเกาะกลุ่มกันเคลื่อนที่ไปข้างหน้าได้อย่างต่อเนื่องเหมือนลูกสูบ (Plug Flow) ซึ่งจะช่วยให้กำลังผลิตพลาสติกพุ่งทะยานขึ้นอย่างสม่ำเสมอและมั่นคง ลูกค้าจึงสามารถลดเวลาการล้างเครื่องและเพิ่มเวลาการเดินเครื่องทำงานได้อย่างเต็มประสิทธิภาพ (Maximized Uptime) ครับ
นวัตกรรมการออกแบบขั้นสูง: พลิกโฉมสกรูเพิ่มความเร็วหลอมเหลวและเนื้อพลาสติกเนียนละเอียด 🌀💎
นอกจากนี้ ปัญหาใหญ่ที่ลูกค้าหลายท่านมักจะบ่นให้ฟังเสมอก็คือ เมื่อพยายามเร่งความเร็วรอบสกรูเพื่อ เพิ่มกำลังผลิต ให้ได้ปริมาณงานเยอะๆ กลับต้องเจอกับปัญหาคุณภาพชิ้นงานตกต่ำลง เนื้อพลาสติกไม่เข้ากัน มีลายเส้น สีเพี้ยน หรือผิวชิ้นงานขรุขระเหมือนผิวส้ม (Orange Peel / Applesauce) เนื่องจากเนื้อพลาสติกหลอมเหลวไม่ทันและขาดการกระจายตัวที่ดี ดังนั้น ในฐานะทีมที่ปรึกษาระดับสากล เราจึงขอนำเสนอทางออกทางวิศวกรรมด้วยการออกแบบสกรูแบริเออร์ (Barrier Screw) ร่วมกับการติดตั้งชุดผสมพิเศษ (Mixing Elements) เข้าไปที่บริเวณโซนมิเตอร์ริ่งของสกรู เพื่อแยกชั้นพลาสติกเหลวออกจากเม็ดพลาสติกที่ยังหลอมไม่หมด ช่วยเพิ่มพื้นที่ผิวสัมผัสในการบดหลอม ส่งผลให้เม็ดพลาสติกหลอมละลายได้อย่างรวดเร็วและเนียนสนิทอย่างต่อเนื่อง โดยไม่มีเศษเม็ดพลาสติกดิบเล็ดลอดหลุดไปถึงหัวไดเลยครับ
และเพื่อยกระดับการกระจายตัวของสีและสารเติมแต่ง (Additives) ให้เนียนละเอียดแบบไร้ที่ติ เรายังเลือกใช้การออกแบบ Mixing Section ขั้นสูงระดับโลกเข้ามาคั่นคอยนวดเนื้อพลาสติก ไม่ว่าจะเป็น:
- Maddock Mixer / Fluted Mixer: ชนิดกระจายตัวแรงเฉือนสูง (Dispersive Mixing) ที่จะบังคับให้น้ำพลาสติกต้องไหลผ่านร่องแคบระนาบสันกั้นพิเศษ ช่วยบดขยี้เจลพลาสติกและกระจายเม็ดสีหรือสารเติมแต่งที่จับตัวเป็นก้อนให้แตกตัวละเอียดยิบเป็นเนื้อเดียวกัน
- Saxton Mixer / Pineapple Mixer: ชนิดกระจายตัวเชิงจัดระเบียบใหม่ (Distributive Mixing) ที่ทำการตัดแบ่งกระแสน้ำพลาสติกออกเป็นเส้นทางเล็กๆ มากมาย แล้วนำกลับมารวมกันและตัดแบ่งซ้ำๆ ช่วยสลับสับเปลี่ยนตำแหน่งน้ำพลาสติกให้อุณหภูมิและเนื้อวัสดุมีความสมดุลและเนียนสม่ำเสมอเท่ากันทั่วทั้งกระบอก (Isothermal Melt Quality)
ยิ่งไปกว่านั้น ชุดผสมพิเศษที่เราออกแบบและคำนวณมาอย่างประณีตนี้ จะช่วยให้น้ำพลาสติกไหลผ่านได้อย่างสะดวกโดยไม่ทำให้เกิดแรงดันตกคร่อมในระบบที่สูงเกินไป (Low Pressure Drop) ช่วยป้องกันการเกิดจุดอับสะสมของน้ำพลาสติก (Material Stagnation) ที่มักจะทำให้พลาสติกเกิดการเสื่อมสภาพและไหม้เป็นจุดดำ (Black Specks) หลุดออกมาปนเปื้อนในชิ้นงาน ลูกค้าจึงมั่นใจได้เลยว่าจะได้รับชิ้นงานพลาสติกที่มีคุณภาพพรีเมียม สม่ำเสมอ สวยงามไร้รอยตำหนิ และช่วยลดอัตราการเกิดของเสียในโรงงานได้อย่างมหาศาล ยิ้มรับผลกำไรเน้นๆ เลยครับ
เสริมพลังความทนทาน: ยืดอายุการใช้งานยาวนานขึ้น 3 เท่า ด้วยวิทยาศาสตร์วัสดุศาสตร์ระดับสากล 🛡️🔩
อีกหนึ่งความเจ็บปวดลึกๆ ที่ลูกค้าใน โรงงานฉีดพลาสติก ต้องเผชิญอยู่เป็นประจำก็คือ ความสึกหรอและเสียหายก่อนเวลาอันควรของชุดสกรูและกระบอก (Premature Wear) ยิ่งในปัจจุบันที่ลูกค้าจำเป็นต้องหันมาใช้พลาสติกคอมพาวด์ที่มีสัดส่วนสารเติมแต่งสูงๆ เช่น พลาสติกผสมใยแก้ว (Glass Fiber) สารขัดถู ผงแร่ หรือสารหน่วงไฟ (Flame Retardant) รวมไปถึงการนำพลาสติกรีไซเคิลกลับมาบดหลอมผลิตซ้ำเพื่อลดต้นทุน ผิวหน้าของสกรูและผนังกระบอกจะถูกกัดกร่อนและขัดถูอย่างรุนแรง (Abrasive & Corrosive Wear) ส่งผลให้ระยะห่างระหว่างสันสกรูกับกระบอก (Flight Clearance) ขยายกว้างเกินสเปคมาตรฐาน ทำให้น้ำพลาสติกไหลลื่นย้อนกลับ กำลังผลิตตกลงอย่างน่าใจหาย และควบคุมมิติชิ้นงานไม่ได้เลยครับ
อย่างไรก็ตาม ปัญหาเหล่านี้จะหมดไปทันทีครับ เพราะเรามีความเชี่ยวชาญขั้นสูงในการเลือกใช้วัสดุศาสตร์และการเคลือบผิวเพื่อปกป้องพื้นผิวโลหะในสภาวะวิกฤต (Leading Wear Protection) โดยอ้างอิงตามหลักวิชาการสากล เราจะทำการวิเคราะห์ประเภทเรซินและสารเติมแต่งของลูกค้าอย่างละเอียด เพื่อกำหนดเกรดโลหะและการเคลือบผิวที่แมตช์เข้ากันได้ดีที่สุด (Materials Compatibility) เช่น:
- สำหรับงานขัดถูรุนแรง (High Abrasive): เราเลือกใช้เหล็กกล้าเครื่องมือพิเศษที่ผ่านกระบวนการโลหะวิทยาผง (Particle Metallurgy Tool Steels) เช่น CPM-9V หรือ CPM-10V ร่วมกับการเชื่อมพอกผิวแข็งที่บริเวณสันสกรูด้วยโลหะผสมทังสเตนคาร์ไบด์หรือโคบอลต์อโลย เพื่อสร้างเกราะป้องกันการขัดถูที่แข็งแกร่งเป็นพิเศษ
- สำหรับงานกัดกร่อนเคมีสูง (High Corrosive เช่น พลาสติก uPVC หรือสารหน่วงไฟ): เราเลือกใช้เทคโนโลยีปลอกกระบอกสูบแบบไบเมทัลลิก (Bimetallic Liners) ที่อุดมไปด้วยนิกเกิลและโครเมียมผสมอโลย (เช่น Nickel/Chromium with Tungsten Carbide) ซึ่งทนทานต่อการกัดกร่อนจากกรดเคมีได้อย่างดีเยี่ยม
นอกจากนี้ การปกป้องพื้นผิวด้วยนวัตกรรมระดับโลกนี้จะช่วยยืดอายุการใช้งานของชุดสกรูและกระบอกสูบให้ยาวนานขึ้นกว่าเดิมถึง 2-3 เท่า ช่วยให้ระยะห่างช่องว่างคงที่สม่ำเสมอ รักษาระดับแรงดันในกระบอกได้อย่างแม่นยำ ส่งผลให้ลูกค้าประหยัดต้นทุนค่าซ่อมบำรุงและค่าอะไหล่ในระยะยาวได้อย่างมหาศาล และไม่ต้องหยุดเครื่องจักรบ่อยๆ ให้สูญเสียโอกาสทางการค้าอีกต่อไปครับ
บทสรุปแห่งความคุ้มค่า: พัฒนาโรงงานสู่ความยั่งยืนทางการเงินและสิ่งแวดล้อม 🔋🌱
นอกจากนี้ การปรับปรุงและออกแบบชุดสกรูบาร์เรลให้มีประสิทธิภาพเชิงกลศาสตร์ชั้นเลิศนี้ ไม่เพียงแต่จะช่วยให้ลูกค้า เพิ่มกำลังผลิต และได้ชิ้นงานที่เนียนสวยสม่ำเสมอเท่านั้นนะครับ แต่ยังช่วยประหยัดพลังงานไฟฟ้าในโรงงานได้อย่างน่าทึ่งอีกด้วย เนื่องจากสกรูที่ได้รับการออกแบบมาอย่างสมบูรณ์แบบจะช่วยตัดลดแรงบิดแฝงที่เกินความจำเป็นของมอเตอร์ไฟฟ้า (Motor Load Reduction) ทำให้มอเตอร์ไม่ต้องทำงานหนักจนกินกระแสไฟสูง และยังช่วยลดการพึ่งพาพลังงานความร้อนจากแบนด์ฮีตเตอร์ (Heater Bands) ภายนอก เพราะระบบสามารถสร้างความร้อนโพลิเมอร์หลอมเหลวที่พอเหมาะได้จากแรงเฉือนภายใต้การควบคุมอยู่แล้ว ค่าไฟในโรงงานของลูกค้าจึงลดลงอย่างเห็นได้ชัด ช่วยเพิ่มศักยภาพผลกำไรสุทธิและเพิ่มความสามารถในการแข่งขันในตลาดได้อย่างก้าวกระโดดเลยครับ
เมื่อลูกค้าเจอกับคำถามว่า จะเลือกแก้ปัญหาลองผิดลองถูกหน้างานไปเรื่อยๆ หรือจะเลือกหันมาใช้บริการพาร์ทเนอร์ที่ปรึกษาที่เป็นวิศวกรผู้เชี่ยวชาญระดับโลก คำตอบย่อมชัดเจนอยู่แล้วใช่ไหมครับ ทางเราพร้อมแล้วครับที่จะนำองค์ความรู้ทางวิชาการและเทคโนโลยีการออกแบบชั้นสูง เข้ามาช่วยตรวจวิเคราะห์ ประเมินสภาพ และออกแบบชุดสกรูและกระบอกสูบรวมถึงชุดฮีตเตอร์ที่เหมาะสมที่สุดให้กับกระบวนการผลิตของลูกค้า เพื่อช่วยให้โรงงานของลูกค้าเพิ่มขีดความสามารถในการใช้วัตถุดิบที่หลากหลายและพลาสติกรีไซเคิลได้อย่างราบรื่น ช่วย เพิ่มกำลังผลิต พุ่งทะยานสู่เป้าหมายสูงสุด และสร้างความเติบโตอย่างยั่งยืนให้กับธุรกิจพลาสติกของลูกค้าในประเทศไทยไปพร้อมกันครับ! 👨🔧📈