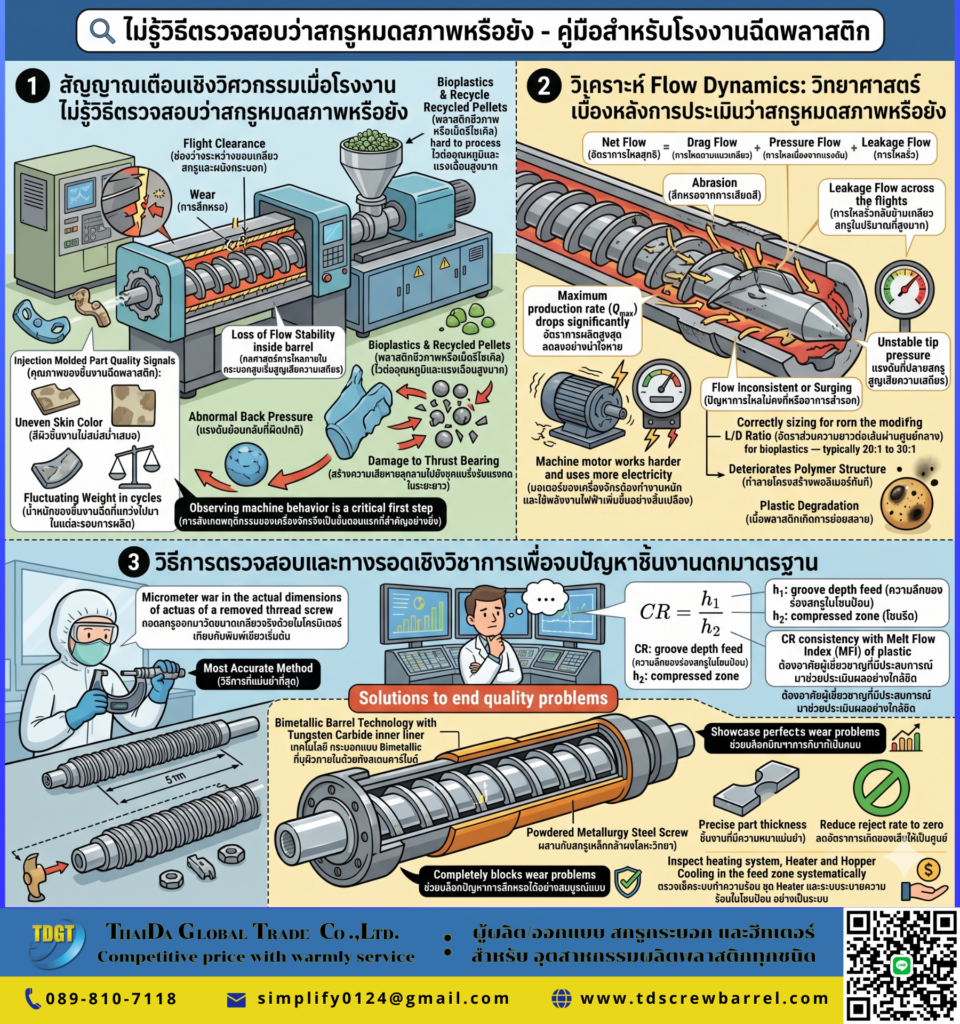
1. สัญญาณเตือนเชิงวิศวกรรมเมื่อโรงงาน ไม่รู้วิธีตรวจสอบว่าสกรูหมดสภาพหรือยัง
เมื่อช่องว่างระหว่างขอบเกลียวสกรูและผนังกระบอก (Flight Clearance) ขยายตัวขึ้นเนื่องจากการสึกหรอ ระบบจะเริ่มส่งสัญญาณเตือนผ่านคุณภาพของชิ้นงานฉีดพลาสติกทันทีครับ ทว่า หลายโรงงานมักจะมองข้ามสัญญาณเหล่านี้ไปเพราะ ไม่รู้วิธีตรวจสอบว่าสกรูหมดสภาพหรือยัง ในเชิงเทคนิค ตัวอย่างเช่น อาการสีผิวชิ้นงานไม่สม่ำเสมอ หรือน้ำหนักของชิ้นงานฉีดที่แกว่งไปมาในแต่ละรอบการผลิต ล้วนเป็นดัชนีบ่งชี้ว่ากลศาสตร์การไหลภายในกระบอกสูบเริ่มสูญเสียความเสถียรแล้วครับ
ยิ่งไปกว่านั้น ในยุคปัจจุบันที่พลาสติกชีวภาพหรือเม็ดรีไซเคิลเข้ามามีบทบาทอย่างมาก วัสดุใหม่ๆ เหล่านี้ประมวลผลยากกว่าพลาสติกทั่วไปอย่างมหาศาลครับ เนื่องจาก วัตถุดิบกลุ่มนี้ไวต่ออุณหภูมิและแรงเฉือนสูงมาก ดังนั้น หากสกรูเริ่มหมดสภาพแต่ท่านยังฝืนเดินเครื่องต่อไป แรงดันย้อนกลับที่ผิดปกติจะสร้างความเสียหายลุกลามไปยังชุดแบริ่งรับแรงกด (Thrust Bearing) ในระยะยาวได้ครับ เพราะเหตุนี้ การสังเกตพฤติกรรมของเครื่องจักรจึงเป็นขั้นตอนแรกที่สำคัญอย่างยิ่งครับ
2. วิเคราะห์ Flow Dynamics: วิทยาศาสตร์เบื้องหลังการประเมินว่าสกรูหมดสภาพหรือยัง
In เชิงวิชาการทางด้านวิศวกรรมพลาสติก อัตราการไหลสุทธิ (Net Flow) ของน้ำพลาสติกที่ปลายสกรูเกิดจากผลรวมเชิงคณิตศาสตร์ของ Drag Flow, Pressure Flow และ Leakage Flow เข้าด้วยกันครับ ดังนั้น เมื่อผิวหน้าของสกรูเกิดการสึกหรอจากการเสียดสี (Abrasion) ช่องว่างที่เพิ่มขึ้นจะทำให้เกิด Leakage Flow หรือการไหลรั่วกลับข้ามเกลียวสกรูในปริมาณที่สูงมากครับ ส่งผลให้ อัตราการผลิตสูงสุด ($Q_{max}$) ลดลงอย่างน่าใจหาย ในขณะที่มอเตอร์ของเครื่องจักรต้องทำงานหนักและใช้พลังงานไฟฟ้าเพิ่มขึ้นอย่างสิ้นเปลืองครับ
นอกจากนี้ ปรากฏการณ์ดังกล่าวยังทำลายความเสถียรของแรงดันที่ปลายสกรู นำไปสู่ปัญหาการไหลไม่คงที่หรืออาการสำรอก (Surging) ซึ่งเป็นอุปสรรคสำคัญที่ทำให้ชิ้นงานขาดความแม่นยำครับ อย่างไรก็ตาม หากท่านก้าวสู่เทรนด์รักษ์โลก…ด้วยสกรูสำหรับพลาสติกชีวภาพที่มีการคำนวณอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลาง หรือ L/D Ratio ในช่วง 20:1 ถึง 30:1 อย่างถูกต้อง ท่านจะเข้าใจดีว่าระบบที่สึกหรอจะทำลายโครงสร้างพอลิเมอร์ทันทีครับ เพราะเหตุว่า เมื่อน้ำพลาสติกไหลวนเวียนอยู่ในกระบอกนานเกินไป (Residence Time ผันผวน) เนื้อพลาสติกจะเกิดการย่อยสลาย (Degradation) จนกลายเป็นคราบไหม้และจุดดำในที่สุดครับ
3. วิธีการตรวจสอบและทางรอดเชิงวิชาการเพื่อจบปัญหาชิ้นงานตกมาตรฐาน
สำหรับโรงงานที่ยัง ไม่รู้วิธีตรวจสอบว่าสกรูหมดสภาพหรือยัง วิธีการที่แม่นยำที่สุดคือการหยุดเครื่องเพื่อถอดสกรูออกมาวัดขนาดเกลียวจริงด้วยไมโครมิเตอร์เทียบกับพิมพ์เขียวเริ่มต้นครับ ในทางตรงกันข้าม หากท่านไม่มีเวลาหยุดเครื่อง ท่านสามารถคำนวณหา อัตราส่วนกำลังอัด หรือ Compression Ratio ($CR$) ของระบบผ่านสมการ
เพื่อดูความลึกของร่องสกรูในโซนป้อน ($h_1$) เทียบกับโซนรีด ($h_2$) ว่ายังสอดคล้องกับดัชนีการไหล (Melt Flow Index) ของพลาสติกหรือไม่ครับ ทว่า วิธีการนี้ต้องอาศัยผู้เชี่ยวชาญที่มีประสบการณ์ในการออกแบบสำหรับวัสดุยุคใหม่มาช่วยประเมินผลอย่างใกล้ชิดครับ
ด้วยเหตุนี้ การเลือกใช้เทคโนโลยี กระบอกแบบ Bimetallic ที่บุผิวภายในด้วยทังสเตนคาร์ไบด์ (Tungsten Carbide) ผสานกับสกรูเหล็กกล้าผงโลหะวิทยา จึงเป็นโซลูชันที่ช่วยบล็อกปัญหาการสึกหรอได้อย่างสมบูรณ์แบบครับ นอกจากนี้ ท่านจะได้รับชิ้นงานที่มีความหนาแม่นยำและช่วยลดอัตราการเกิดของเสีย (Reject Rate) ให้เป็นศูนย์ได้อย่างน่าทึ่งครับ สรุปแล้ว การเลิกลังเลและหันมาตรวจเช็คระบบทำความร้อน ชุด Heater และระบบระบายความร้อนในโซนป้อน (Hopper Cooling) อย่างเป็นระบบ คือการลงทุนที่ซื่อสัตย์ต่อผลกำไรและช่วยยืดอายุการใช้งานของเครื่องจักรได้อย่างยั่งยืนในอนาคตครับ 😊🙏