โรงงานพลาสติกกำลังเจอปัญหาสูญเสียเวลาและเม็ดพลาสติกมหาศาลตอนเปลี่ยนสีหรือล้างเครื่องอยู่ใช่ไหมครับ? ร่วมค้นหาคำตอบเพื่อ ลดเวลา Changeover: เปลี่ยนสีเร็ว เปลี่ยนไซส์ไว กำไรพุ่ง ได้ที่นี่เลยครับ!
ลูกค้าหลายท่านในอุตสาหกรรมพลาสติกกำลังเผชิญกับสถานการณ์ที่น่าอึดอัดใจในระหว่างกระบวนการล้างเครื่อง (Purging) เพื่อเปลี่ยนเฉดสีหรือเปลี่ยนขนาดชิ้นงานอยู่ใช่ไหมครับ? ทุกครั้งที่ต้องหยุดสายการผลิตเพื่อเคลียร์น้ำพลาสติกล็อตเก่าออก มักจะตามมาด้วยความสูญเสียแฝงที่น่ากลัวมากครับ ไม่ว่าจะเป็นเวลาของเครื่องจักรที่ต้องสูญเปล่าไปหลายชั่วโมง ค่าแรงคนงานที่จมไปกับช่วงเวลานั้น และที่สำคัญที่สุดคือปริมาณเม็ดพลาสติกคอมพาวด์และน้ำยา Purge ที่ต้องถูกฉีดทิ้งกลายเป็นขยะของเสียล้นระบบโรงงานพลาสติกแฝงอยู่ตลอดเวลา นอกจากนี้ แรงกดดันจากลูกค้าที่ต้องการงานด่วนแต่เครื่องจักรกลับต้องมาติดขัดอยู่กับขั้นตอนการล้างเศษไหม้และสีที่ตกค้าง ก็ยิ่งทำให้ประสิทธิภาพโดยรวมของโรงงานพลาสติกลดต่ำลงอย่างน่าใจหายทีเดียวครับ
อย่างไรก็ตาม ในฐานะที่ปรึกษาและผู้เชี่ยวชาญด้านการออกแบบชิ้นส่วนสกรูบาร์เรลระดับสากล ผมอยากเรียนให้ลูกค้าทราบว่า ความสูญเสียในระหว่างการล้างเครื่องเหล่านั้นสามารถควบคุมและจัดการได้ด้วยวิทยาศาสตร์เชิงวิศวกรรมระดับโลกครับ ทางออกที่ยั่งยืนไม่ได้อยู่เพียงแค่การเปลี่ยนน้ำยาล้างเครื่องไปเรื่อยๆ แต่หัวใจสำคัญอยู่ที่พฤติกรรมการไหลและสถาปัตยกรรมภายในร่องเกลียวสกรูขับเคลื่อน เพื่อบรรลุแนวคิด ลดเวลา Changeover: เปลี่ยนสีเร็ว เปลี่ยนไซส์ไว กำไรพุ่ง อย่างแท้จริง วันนี้เราจะมาเจาะลึกโครงสร้างจลนศาสตร์ภายในกระบอกสูบ เพื่อเปลี่ยนช่วงเวลาหยุดเครื่องที่แสนแพงให้กลายเป็นผลกำไรที่พุ่งทะยานอย่างต่อเนื่องไปด้วยกันครับ 📊🔩
เจาะลึกจลนศาสตร์การไหลรั่วไหลและพฤติกรรมพอลิเมอร์หลอม: ต้นตอเศษสีฝังแน่นและเคมีสลายตัวแฝง 🔬❌
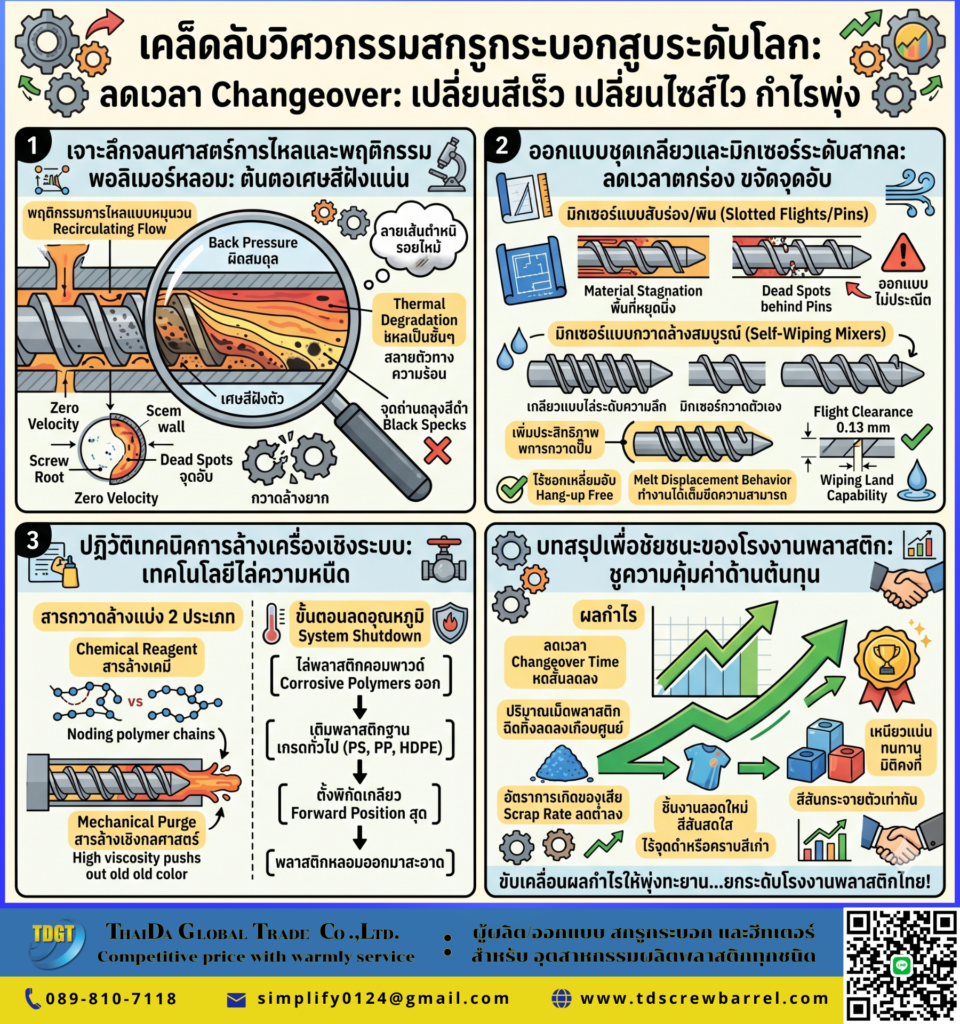
ในการผลิตพลาสติกจริงหน้างานนั้น การที่เศษสีเดิมหรือเศษสารสลายตัวมักจะหลุดรอดปนออกมากับชิ้นงานล็อตใหม่อยู่เรื่อยๆ มักจะนำพาลายเส้นตำหนิรอยไหม้มาสู่ชิ้นงานของลูกค้าเสมอครับ ตามหลักวิทยาศาสตร์พอลิเมอร์ในคู่มือ ระบุว่า มวลพลาสติกหลอมเหลวที่เคลื่อนที่ผ่านร่องเกลียวสกรูจะเกิดพฤติกรรมการไหลแบบหมุนวน (Recirculating Flow). ดังนั้น หากความดันย้อนกลับ (Back Pressure) หรือการไหลย้อน (Pressure Flow) สูญเสียความสมดุล มวลพลาสติกบางส่วนจะเริ่มหยุดนิ่งสะสม โดยเฉพาะบริเวณร่องลึกที่ทางไหลไม่เรียบเนียนสากล ซึ่งในทางวิศวกรรมเราเรียกว่า “จุดอับ” หรือ Dead Spots นั่นเองครับ
นอกจากนี้ ข้อมูลจากหนังสือคู่มือวิศวกรรมบาร์เรล ได้อธิบายถึงกลไกการเคลื่อนที่แฝงไว้ว่า พลาสติกหลอมเหลวจะมีลักษณะการไหลแบบลามินาร์หรือไหลเป็นชั้นๆ (Laminar Flow). อย่างไรก็ตาม ชั้นพลาสติกที่อยู่ชิดติดกับผิวรากสกรู (Screw Root) และผนังบาร์เรลด้านในสุดจะมีความเร็วในการเคลื่อนที่เป็นศูนย์ (Zero Velocity). อาการนี้ส่งผลทำให้เศษสีเดิมหรือสารเติมแต่งที่มีความหนืดสูงฝังตัวนิ่งค้างยาวนาน และเมื่อสารเหล่านี้ได้รับความร้อนแฝงสูงต่อเนื่องเป็นเวลานานเกินขีดจำกัด พลาสติกตกค้างจะเกิดปฏิกิริยาสลายตัวทางความร้อน (Thermal Degradation) กลายเป็นจุดถ่านถลุงสีดำ (Black Specks) ฝังแน่นคาอยู่ในระบบกวาดล้างออกยากมากครับ
ออกแบบชุดเกลียวและมิกเซอร์ระดับสากล: เพิ่มวิศวกรรมความคล่องตัวเพื่อลดเวลาตกร่องและขจัดจุดอับอย่างยั่งยืน 📐
นอกจากนี้ เพื่อให้เกิดแนวคิด ลดเวลา Changeover: เปลี่ยนสีเร็ว เปลี่ยนไซส์ไว กำไรพุ่ง อย่างเป็นรูปธรรมในโรงงานพลาสติก การเลือกประยุกต์ใช้ชุดผสมกระจายมวลสาร (Mixing Elements) ที่ถูกออกแบบให้ผิวสัมผัสเรียบเนียนสากลจึงเป็นสิ่งที่มีความสำคัญสูงสุดครับ ในคุณลักษณะทางวิศวกรรมของชุดสกรูบาร์เรลระดับโลกนั้น อุปกรณ์ผสมประเภทตัดเฉือนกระจายมวลสารจะต้องถูกคำนวณสเปคทางไหล (Flow Path) ให้มีความลื่นไหลต่อเนื่อง ไร้เหลี่ยมคมฉับพลัน
- อุปกรณ์ผสมประเภทกระจายมวลสาร (Distributive Mixers): ตามที่ระบุในไฟล์ segment Screw Barrel_12.pdf เช่น ชุดมิกเซอร์แบบสับร่อง (Slotted Flights) หรือมิกเซอร์แบบพิน (Mixing Pins) แม้จะช่วยแบ่งกระแสพลาสติกได้ดี แต่ถ้าออกแบบไม่ประณีตจะมีจุดบกพร่องสำคัญคือ เกิดพื้นที่หยุดนิ่ง (Material Stagnation) และเกิดจุดอับสะสมอยู่ทางด้านหลังของตัวพิน (Dead Spots Occur Behind the Pins) เสมอครับ
- อุปกรณ์ผสมประเภทกวาดล้างสมบูรณ์ (Self-Wiping Mixers): การหันมาปรับปรุงใช้เทคโนโลยีมิกเซอร์ที่มีคุณลักษณะกวาดผิวเรียบสมบูรณ์ ไร้ซอกเหลี่ยมอับ (Hang-up Free) เช่น โครงสร้างเกลียวแบบไล่ระดับความลึก หรือชุดมิกเซอร์แบบกวาดล้างตัวเอง จะช่วยเพิ่มประสิทธิภาพการกวาดปั๊มเนื้อพลาสติกหลอมเหลวออกจากผนังระบบได้อย่างหมดจดครับ
อย่างไรก็ตาม ข้อมูลทางวิชาการจากหนังสือ Handbook_Films_Editor_12.pdf ชี้ให้เห็นว่า พฤติกรรมการกวาดล้างและไล่มวลสารพลาสติกหลอมเหลว (Melt Displacement Behavior) จะทำงานได้เต็มขีดความสามารถสูงสุดก็ต่อเมื่อความหนืดของเม็ดพลาสติกและน้ำยา Purge สอดคล้องสัมพันธ์กัน. การออกแบบระยะห่างยอดเกลียวสกรู (Flight Clearance) ที่แม่นยำประมาณ 0.13 มิลลิเมตร จะช่วยเพิ่มขีดความสามารถในการกวาดล้าง (Wiping Land Capability) ขจัดปัญหาพลาสติกไหลสะดุดค้างถาวรครับ
ปฏิวัติเทคนิคการล้างเครื่องล้างสกรูเชิงระบบ: เทคโนโลยีไล่ความหนืดและคงเสถียรภาพเพื่อรอบการทำงานที่รวดเร็ว 🌡️
นอกจากนี้ นอกเหนือจากการออกแบบโครงสร้างเกลียวภายในกระบอกสูบแล้ว วิธีการและสารขับเคลื่อนที่ใช้ในกระบวนการล้างเครื่อง (Purging Compounds) ก็เป็นอีกหนึ่งปัจจัยทางวิศวกรรมที่โรงงานพลาสติกจะละเลยไม่ได้ครับ ในคู่มือวิศวกรรมการผลิต Extrusion_Basic_merged_compressed_12.pdf ระบุว่า สารกวาดล้างแบ่งออกเป็น 2 ประเภทหลัก: ประเภทแรกคือ สารล้างปฏิกิริยาเคมี (Chemical Reagent) ที่ทำหน้าที่สลายแรงยึดเกาะทางเคมีของพอลิเมอร์; และประเภทที่สองคือ สารล้างเชิงกลศาสตร์ (Mechanical Purge) ที่มีความหนืดสูงมาก ทำหน้าที่บดบี้กวาดขัดถูคราบสีเก่าออกจากผนังระบบอย่างหมดจดครับ
อย่างไรก็ตาม ในขั้นตอนการเดินเครื่องลดอุณหภูมิหรือเตรียมหยุดระบบ (System Shutdown) ข้อมูลวิชาการระดับสากลจากไฟล์ Extrusion_Basic_merged_compressed_12.pdf แนะนำเทคนิคสำคัญไว้ว่า วิศวกรโรงงานควรไล่สารพลาสติกคอมพาวด์หรือพลาสติกที่มีฤทธิ์กัดกร่อน (Corrosive Polymers) ออกจากระบบให้หมดก่อน. จากนั้นให้เติมพลาสติกฐานเกรดทั่วไปที่ไม่มีสารเติมแต่ง (เช่น พลาสติก PS, PP หรือ HDPE) เข้าไปแทนที่จนพลาสติกหลอมไหลออกมาสะอาด. นอกจากนี้ ต้องตั้งพิกัดตำแหน่งเกลียวสกรูให้อยู่ในตำแหน่งเดินหน้าสูงสุด (Forward Position) เสมอ เพื่อลดมวลพลาสติกตกค้างขนาดใหญ่สะสมไหม้คาในระบบ ป้องกันหัววาล์วหักเสียหายในรอบการเริ่มเดินเครื่อง (Start-up) ถัดไปได้อย่างดีเยี่ยมครับ
บทสรุปเพื่อชัยชนะของโรงงานพลาสติก: ชูความคุ้มค่าด้านต้นทุนด้วยทางออกวิศวกรรมสกรูบาร์เรลระดับพรีเมียม 🥇
นอกจากนี้ เมื่อโรงงานพลาสติกของลูกค้าได้รับการปรับปรุงโครงสร้างชุดสกรูบาร์เรล และติดตั้งระบบขับเคลื่อนทางไหลที่ออกแบบมาเพื่อลดเวลาเปลี่ยนโหมดการทำงานอย่างถูกต้องตามหลักวิศวกรรมศาสตร์สากลแล้ว ผลลัพธ์ที่คุ้มค่าจะสะท้อนกลับมาสู่ผลกำไรของลูกค้าในทุกๆ มิติอย่างเด่นชัดเจนเลยครับ เวลาในการเปลี่ยนโหมดการผลิต (Changeover Time) จะหดสั้นลดลงจนถึงขีดสุด ปริมาณเม็ดพลาสติกที่ต้องฉีดทิ้งลดลงจนเกือบเป็นศูนย์ ส่งผลให้อัตราการเกิดของเสีย (Scrap) หน้างานลดต่ำลงอย่างน่าอัศจรรย์ใจ ชิ้นงานล็อตใหม่สีสันสดใสสะอาดบริสุทธิ์ ไร้จุดดำหรือคราบสีเก่าปนเปื้อนทั่วทั้งชิ้นงานอย่างสม่ำเสมอสากลครับ
การปฏิวัติสายการผลิตเพื่อขจัดความสูญเสียแฝง และขับเคลื่อนผลกำไรให้พุ่งทะยานอย่างมั่นคง เป็นสิ่งที่เริ่มต้นปรับปรุงได้ทันทีตั้งแต่วันนี้ครับ หากโรงงานพลาสติกของลูกค้ากำลังเจอปัญหาล้างเครื่องนาน ของเสียเยอะ สีเปลี่ยนช้า หรือต้องการปรึกษาวิเคราะห์สเปคทางไหลของชุดสกรูบาร์เรลรวมถึงการเลือกตั้งค่าเครื่องทำความร้อน (Heater) ทั้งหมดในสายการผลิต สามารถติดต่อทีมวิศวกรผู้เชี่ยวชาญระดับโลกของเราเข้ามาดูแล ตรวจวัดมิติหน้างาน และออกแบบทางออกเชิงวิศวกรรมการไหลที่ดีที่สุดให้แก่โรงงานของลูกค้าได้ทุกเวลาเลยนะครับ เรายินดีเป็นพาร์ทเนอร์คู่คิดและพร้อมเคียงข้างร่วมเดินทางขับเคลื่อนความสำเร็จและผลกำไรที่ยั่งยืนร่วมกับลูกค้าด้วยความจริงใจเสมอครับ!