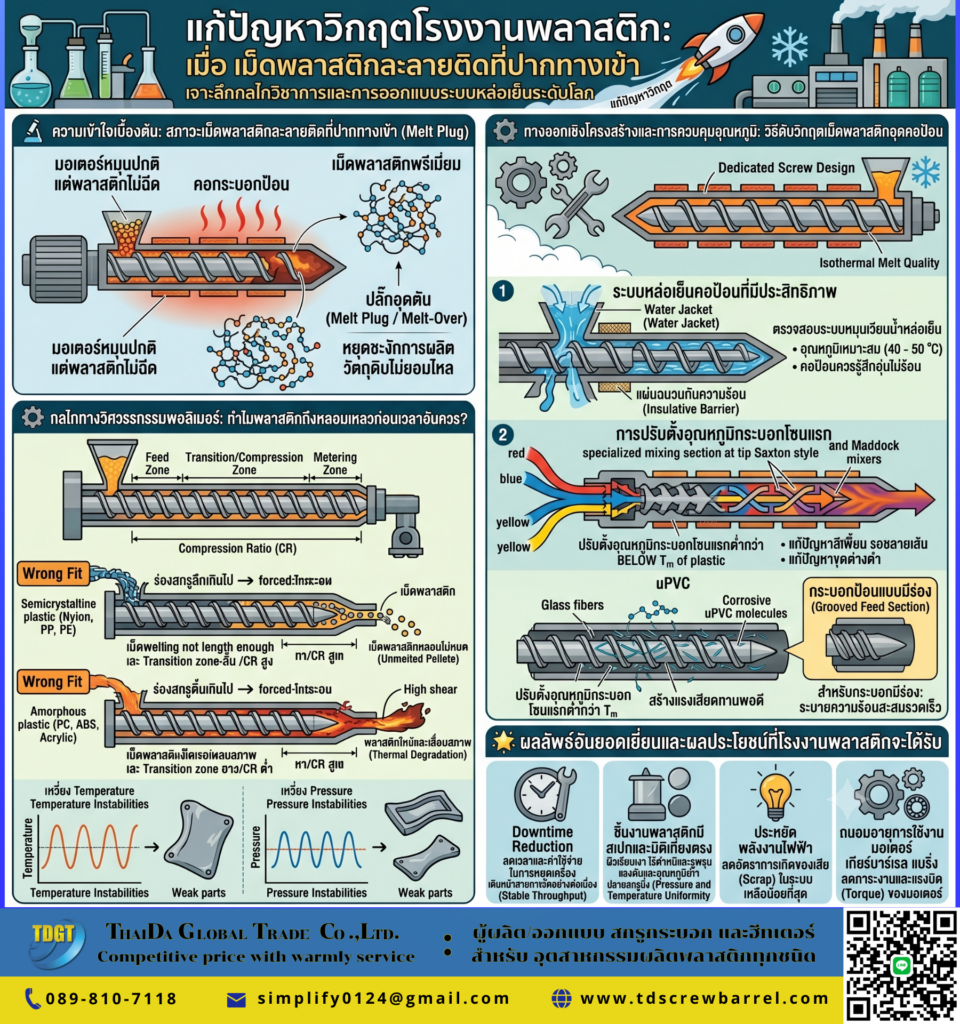
สวัสดีครับลูกค้าทุกท่าน วันนี้ผมจะขออาสาพาลูกค้ามาร่วมเจาะลึกปัญหาวิกฤตที่ทำให้สายการผลิตพลาสติกต้องหยุดชะงักกะทันหันครับ โรงงานอุตสาหกรรมฉีดและรีดพลาสติกหลายแห่ง มักจะประสบปัญหาที่น่าปวดหัวเป็นอย่างยิ่ง เมื่ออยู่ดีๆ เครื่องจักรก็หยุดทำงานและไม่ยอมฉีดพลาสติกออกมา ทั้งๆ ที่มอเตอร์และสกรูยังคงหมุนทำงานอยู่ตามปกติ ยิ่งไปกว่านั้น เมื่อเข้าไปตรวจสอบที่กรวยป้อนกลับพบว่า วัตถุดิบไม่ยอมไหลลงสู่ร่องสกรู ซึ่งสภาวะนี้เกิดจาก เม็ดพลาสติกละลายติดที่ปากทางเข้า หรือที่เรียกกันในทางเทคนิคว่าอาการเกิดปลั๊กอุดตัน (Melt Plug / Melt-Over / Bridging) นั่นเองครับ ปัญหานี้สร้างความเสียหายต่อแผนการผลิตสะสมและสร้างความกดดันให้ทีมช่างบำรุงอย่างมากครับ
ดั้งนั้น การทำความเข้าใจเกี่ยวกับพฤติกรรมทางกายภาพของพอลิเมอร์ในโซนป้อน (Feed Zone) จึงเป็นสิ่งที่มีความสำคัญสูงสุด สภาวะที่ เม็ดพลาสติกละลายติดที่ ปากทางเข้า นั้น มักจะเกิดขึ้นเนื่องจากความร้อนจากตัวกระบอกพลาสติก (Barrel) แผ่รังสีย้อนกลับขึ้นมาสะสมที่บริเวณคอกระบอกป้อนวัตถุดิบ (Feed Throat) มากเกินไป ส่งผลให้เม็ดพลาสติกพรีเมียมของลูกค้าเกิดการอ่อนตัว มีความเหนียวหนืด และเกาะตัวกันเป็นก้อนแข็งอุดตันทางไหลของวัตถุดิบอย่างสมบูรณ์แบบ ทำให้เครื่องจักรไม่สามารถล่าเลียงพลาสติกเข้าไปผลิตชิ้นงานได้อีกต่อไปครับ
อย่างไรก็ตาม ปัญหาสภาวะที่ เม็ดพลาสติกละลายติดที่ปากทางเข้า นี้ สามารถแก้ไขและป้องกันได้อย่างถาวรครับ ด้วยการปรับปรุงระบบควบคุมความร้อนและออกแบบโครงสร้างทางวิศวกรรมของชุดสกรูบาร์เรลให้สอดรับกับชนิดวัตถุดิบอย่างแม่นยำ การปรับปรุงระบบหล่อเย็นคอป้อน (Feed Throat Cooling) ร่วมกับการใช้แผ่นฉนวนกันความร้อน (Insulative Barrier) ประสิทธิภาพสูง จะช่วยยกระดับให้เครื่องจักรกลับมารันงานได้อย่างราบรื่นและต่อเนื่องยาวนาน นอกจากนี้ ยังช่วยลดอัตราการเกิดของเสียและประหยัดค่าใช้จ่ายในการซ่อมบำรุงได้อย่างมหาศาลเลยครับลูกค้า
🔬 กลไกทางวิศวกรรมพอลิเมอร์: ทำไมพลาสติกถึงหลอมเหลวก่อนเวลาอันควร?
การเกิดสภาวะ เม็ดพลาสติกละลายติดที่ปากทางเข้า สามารถอธิบายได้อย่างชัดเจนด้วยหลักการเคลื่อนที่ของของแข็ง (Solids Conveying) และแรงเสียดทาน (Friction) ภายในร่องสกรู โดยทั่วไปแล้ว การลำเลียงวัตถุดิบในโซนป้อนจะอาศัยหลักการแรงเสียดทานแบบเกาะติดและลื่นไถล (Stick-Slip Principle) เงื่อนไขการลำเลียงที่ดีที่สุดคือ พลาสติกจะต้องมีแรงเสียดทานภายนอก (External Friction) กับผนังกระบอกบาร์เรลที่สูงมาก เพื่อให้พลาสติกเกาะติดกับผนังกระบอก ในขณะเดียวกัน พลาสติกจะต้องมีแรงเสียดทานกับแกนสกรู (Screw Root) ที่ต่ำมาก เพื่อให้พลาสติกสามารถลื่นไถลไปตามร่องสกรูและเคลื่อนที่ไปข้างหน้าได้เหมือนน็อตที่หมุนเคลื่อนไปบนแกนเกลียว
นอกจากนี้ พลาสติกแต่ละชนิดมีคุณสมบัติทางความร้อนที่แตกต่างกัน พลาสติกอสัณฐาน (Amorphous Polymers) เช่น PC, ABS, PVC จะค่อยๆ อ่อนตัวเมื่ออุณหภูมิสูงกว่าจุดเปลี่ยนสถานะคล้ายแก้ว ($T_g$) ในขณะที่พลาสติกกึ่งผลึก (Semicrystalline Polymers) เช่น PP, PE, Nylon จะเปลี่ยนสถานะเป็นของเหลวอย่างรวดเร็วเมื่อถึงจุดหลอมเหลว ($T_m$) แต่ทว่าหากอุณหภูมิบริเวณคอป้อนอาหาร (Feed Throat) มีความร้อนสูงเกินไป เม็ดพลาสติกจะเริ่มหลอมเหลวเป็นฟิล์มบางเคลือบแกนสกรูแทน ส่งผลให้พลาสติกหมุนไปพร้อมกับสกรูโดยไม่เคลื่อนที่ไปข้างหน้า (Slippage)
ด้วยเหตุนี้ เมื่อโมเลกุลพลาสติกเกิดการสะสมความร้อนจนหลอมเหลวกลายเป็นเนื้อเดียวกันรอบแกนสกรูในจุดป้อนวัตถุดิบ แรงดันจากการบดอัดจะหนาแน่นขึ้นจนกลายเป็นก้อนพลาสติกอุดตัน หรือสภาวะ เม็ดพลาสติกละลายติดที่ปากทางเข้า ซึ่งจะไปปิดกั้นไม่ให้เม็ดพลาสติกใหม่ด้านบนไหลลงสู่กระบวนการผลิตได้ ยิ่งหากเป็นพลาสติกที่ไวต่อความร้อนสะสมสูง เช่น uPVC หรือสารคอมพาวด์ที่มีสารเดิมแต่ง หากเกิดการละลายติดค้างเป็นเวลานาน จะนำไปสู่การสลายตัวทางความร้อนอย่างรุนแรง (Thermal Degradation) และเกิดกรดกัดกร่อนผิวโลหะของสกรูบาร์เรลให้เสียหายในที่สุดครับ
⚙️ ทางออกเชิงโครงสร้างและการควบคุมอุณหภูมิ: วิธีดับวิกฤตเม็ดพลาสติกอุดคอป้อน
ในการขจัดปัญหา เม็ดพลาสติกละลายติดที่ปากทางเข้า ให้หมดไปจากกระบวนการผลิต โรงงานพลาสติกจำเป็นต้องพึ่งพาการออกแบบและการปรับตั้งค่าอุณหภูมิในโซนป้อนอย่างถูกต้องตามหลักวิศวกรรมระดับสากล การแก้ปัญหานี้ไม่ได้มุ่งเน้นเพียงแค่ตัวสกรูเท่านั้น แต่ต้องคำนึงถึงระบบควบคุมความร้อนโดยรอบบาร์เรลและคอป้อนทั้งหมดอย่างเป็นระบบครับ เพื่อควบคุมพฤติกรรมการหลอมเหลวของพอลิเมอร์ให้อยู่ในจุดที่เหมาะสมที่สุด
แนวทางการแก้ไขและปรับปรุงทางวิศวกรรมระดับโลก มีดังนี้ครับลูกค้า:
1. ระบบหล่อเย็นคอป้อนที่มีประสิทธิภาพ (Feed Throat Cooling System)
โรงงานพลาสติกจะต้องตรวจสอบและควบคุมระบบหมุนเวียนน้ำหล่อเย็นบริเวณคอป้อน (Water Jacket) ให้ทำงานได้อย่างสมบูรณ์แบบ อุณหภูมิที่เหมาะสมของคอป้อนควรอยู่ระหว่าง 40 – 50 องศาเซลเซียส ซึ่งคอป้อนควรจะรู้สึกอุ่นเมื่อสัมผัสแต่ต้องไม่ร้อน การรักษาระดับอุณหภูมินี้จะช่วยป้องกันไม่ให้เม็ดพลาสติกที่ปากทางเข้าอ่อนตัวและติดกันเป็นก้อน นอกจากนี้ ต้องตรวจสอบให้มั่นใจว่าแผ่นฉนวนความร้อน (Insulative Barrier) ที่คั่นระหว่างกระบอกบาร์เรลและคอป้อนยังอยู่ในสภาพสมบูรณ์เพื่อบล็อกความร้อนไม่ให้แผ่รังสีสะสมย้อนกลับขึ้นมาครับ
2. การปรับตั้งอุณหภูมิกระบอกโซนแรก (Zone 1 Temperature Optimization)
การตั้งค่าความร้อนของฮีตเตอร์บาร์เรลในโซนแรก (Zone 1) จะต้องตั้งให้อยู่ในระดับที่ต่ำกว่าจุดหลอมเหลวของพลาสติก เพื่อไม่ให้พลาสติกหลอมเหลวก่อนเวลาอันควร การใช้โปรไฟล์อุณหภูมิที่ถูกต้องจะช่วยสร้างแรงเสียดทานที่พอดีระหว่างพลาสติกกับผนังกระบอก ยิ่งไปกว่านั้น หากโรงงานของลูกค้าใช้กระบอกป้อนแบบมีร่อง (Grooved Feed Section) การควบคุมระบบหล่อเย็นจะยิ่งทวีความสำคัญเป็นทวีคูณ เนื่องจากร่องเหล่านี้จะสร้างแรงบดอัดและแรงเสียดทานที่รุนแรงมากเพื่อเพิ่มผลผลิต ส่งผลให้เกิดความร้อนสะสมมหาศาลที่ต้องระบายออกอย่างรวดเร็วผ่านทางช่องระบายความร้อนครับ
🌟 ผลลัพธ์อันยอดเยี่ยมและผลประโยชน์ที่โรงงานพลาสติกจะได้รับ
เมื่อสภาวะอันตรายที่ เม็ดพลาสติกละลายติดที่ปากทางเข้า ถูกแก้ไขอย่างเสร็จสรรพด้วยการออกแบบและคำนวณสัดส่วนวิศวกรรมที่แม่นยำ โรงงานฉีดพลาสติกของลูกค้าจะสามารถเดินหน้าสายการผลิตได้อย่างต่อเนื่องยาวนานและมีเสถียรภาพสูงสุด (Stable Throughput) เครื่องจักรสามารถรันงานได้อย่างต่อเนื่อง 24 ชั่วโมง โดยไม่มีปัญหาเรื่องการอุดตันกะทันหันคอยกวนใจ ช่วยลดเวลาและค่าใช้จ่ายในการหยุดเครื่องเพื่อเคลียร์ชิ้นงานออก (Downtime Reduction) ทำให้โรงงานส่งมอบงานได้ตามกำหนดเวลาอย่างแม่นยำ
นอกจากนี้ การป้อนวัตถุดิบที่มีความสม่ำเสมอจะช่วยส่งผลให้แรงดันและอุณหภูมิของน้ำพลาสติกปลายสกรูมีความนิ่ง (Pressure and Temperature Uniformity) ส่งผลโดยตรงให้ชิ้นงานพลาสติกฉีดออกมามีสเปกและมิติที่เที่ยงตรง ผิวเรียบเงา ปราศจากตำหนิและรูพรุน ช่วยลดอัตราการเกิดของเสีย (Scrap) ในระบบให้เหลือน้อยที่สุด ยิ่งไปกว่านั้น การลำเลียงพลาสติกที่ไหลลื่นยังช่วยลดภาระงานและแรงบิด (Torque) ของมอเตอร์ลง ส่งผลให้ประหยัดพลังงานไฟฟ้าและถนอมอายุการใช้งานของมอเตอร์ เกียร์บาร์เรล และแบริ่งรับแรงกด (Thrust Bearing) ได้อย่างยาวนาน คุ้มค่าต่อการลงทุนที่สุดครับลู